
Karstų darymo etapai:
- Pagrindinės produktų rūšys
- Būtini įrenginiai
- Medžiagos papier-mechae gaminimui
- Kėbulo apvyniojimas ir klijavimas
- Slėgio tikrinimas ir džiovinimas
- Ruošinio virinimas
- Padavimas
- Techninės įrangos detalės
- Kaskados dekaravimas
Medžiagos papier-mechae gaminimui
1. Kartonas (geriausia rišamas). Jis turėtų būti švarus, be klijų ir impregnavimo. Gaminant amatus naudojamas „Balakhna“ kartonas, kuris labiausiai atitinka visus reikalavimus.
2. Želė konsistencijos krakmolo pasta. Jis virinamas prieš pat darbą.
3. Džiovinimo aliejus (linų sėmenų aliejus).
4. Gaminant priedus:
a) žalvario lakštas, kurio skerspjūvis yra nuo 0,5 iki 0,7 mm;
b) plieno strypas (viela), kurio skerspjūvis yra 1,5–2 mm.
Dėžutės korpuso kūrimo procesas prasideda nuo pagrindo - medinės sijos, vadinamosios „blokinės galvutės“, pagaminimo. Jos dydį lemia „apvijos“ - būsimo numatomo gaminio ruošinio - dydis. „Bloko“ ilgį riboja preso dydis, o skerspjūvis atitinka vidinį gaminio dydį. Jis pagamintas iš sausos, kietos medienos, geriausia iš kietmedžio (beržo ar buko). Jos paviršius turėtų būti lygus, be griovelių. Paruošta „blokinė galvutė“ yra sutepta taip, kad neišbrinktų iš neapdorotos „apvijos“. Po susiuvimo jis turėtų atsilaisvinti.
Be „bloko galvutės“, mums taip pat reikia įterptųjų dalių - „skruostų“, kurie suspaudžia apviją ant jo. Įterptųjų „skruostų“ plotis dviem būsimojo pastato sienelės storiais yra didesnis nei „blokinės galvos“ dalies plotis. Geriausia „skruostų“ medžiaga yra medžio drožlių plokštės. Jis turi tvirtumą, suteikia reikiamą gniužulą, tačiau nėra deformuotas. Norint vienodai surišti ruošinį, reikia keturių „skruostų“ - dviejų hipotekų su tiksliu dydžiu, atsižvelgiant į ruošinio storį, ir dviejų važtaraščių, apvyniojančių aplink maišą (žr. 3 pav.).
Apvaliems ruošiniams ant tekinimo įtaiso yra padaryta „blokinė galvutė“. Ypatingais atvejais gali būti naudojami parametrams tinkami buteliai ar stiklainiai.
Ovalios ir kitos minkštos „krūtinėlės“ formos yra dailidės dirbtuvės pagal modelį.
Apvalių ir ovalių formų gamyba taip pat vykdoma apvyniojant kelis kartono sluoksnius ant ruošinio, taip pat ant stačiakampių ruošinių, tik apipjaustymas atliekamas gumine juostele ar juostele su užveržimo posūkiu (5 pav., A). Ruošinys 15–30 minučių laikomas spaustuke, po to atlaisvinamas ir pašalinamas iš pagrindinės galvutės. Tolesnis džiovinimas ir dar daugiau.
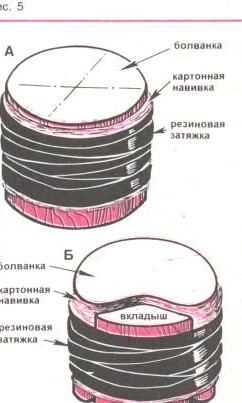
Gaminant sudėtingas formas su įgaubtais paviršiais, naudojami trinkelės, t. medinis įdėklas, kompensuojantis apvijos slėgį (5 pav., b).
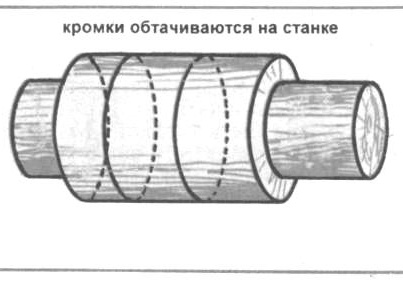
Apvalios formos yra baigtos ant tekinimo staklės (6 pav.). Pirmiausia šlifuokite apdailą (korpusą), tada suklijuokite dugnus ir padarykite ruošinį į norimą formą.