


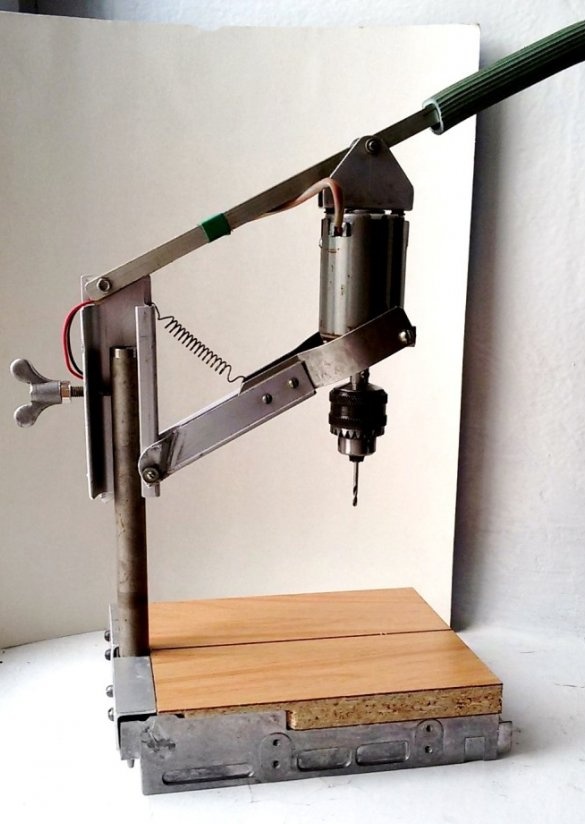
Siūloma pagaminti labai paprastos konstrukcijos mažą gręžimo mašiną. Jam gaminti nereikės modelio dalių - tikslių kreiptuvų, riedėjimo guolių, judančių mechanizmų. Jei jūsų namų ūkyje yra mažas instrumentinis variklis su gręžimo griebtuvu ant veleno, tuomet galite pradėti dirbti. Mes gaminame mašiną iš improvizuotų medžiagų. Komponentų filė nebus sunku rasti.
Dizaino ypatybės.
Šią mašiną lengva gaminti, tačiau ji turi tam tikrų apribojimų. Jo konstrukcija skirta gręžti iki 10 mm gylio skylutes. Mašinos galimybės gręžti skersmenį ir apdorojama medžiaga priklauso nuo naudojamo elektros variklio savybių (galios, veleno sukimosi greičio).
Gręžimo gylio apribojimas susijęs su gręžimo pavaros pakabos projektavimu. Įrenginys yra pagrįstas šarnyru. Dvi vertikalios, vienodo ilgio ir priešingos jungtys, lygiagrečios schemai, tai yra elektros variklis ir pakabos pagrindas. Likusios dvi vienodos ir priešingos jungtys yra jungiamieji elementai. Kaip žinote, šiame dizaine priešingos nuorodos bus lygiagrečios bet kuriuo lygiagretės nuorodų pasukimu. Todėl bendroji elektrinio variklio ir grąžto ašis (tiksliai gaminant lygiagretainio elementus) visada bus lygiagreti fiksuoto stovo ašiai ir statmena mašinos stalui.
Orientacinis rombas yra paralelograma, kurioje gretimos pusės yra skirtingo ilgio, o kampai nėra tiesūs.
Mašinos nustatymas ir darbas.
Jungiamųjų linijų, lygiagrečių su lentele, padėtis bus laikoma nuline. Apdirbdami mašinos dalį, kad padidintumėte tikslumą, šių jungčių vieta turėtų atitikti horizontalią padėtį.
Tokiu atveju ašiniam ašies judėjimui nuo +5 mm iki -5 mm (10 mm taktas) nuo nulinės jungčių padėties radialinis grąžto poslinkis (romboidinėje plokštumoje) bus 0,08 mm. Šis poslinkis bus 150 mm ilgio. Praktiškai šis poslinkis yra nepastebimas ir nebus labai svarbus įrankio ir apdirbamos skylės atžvilgiu.
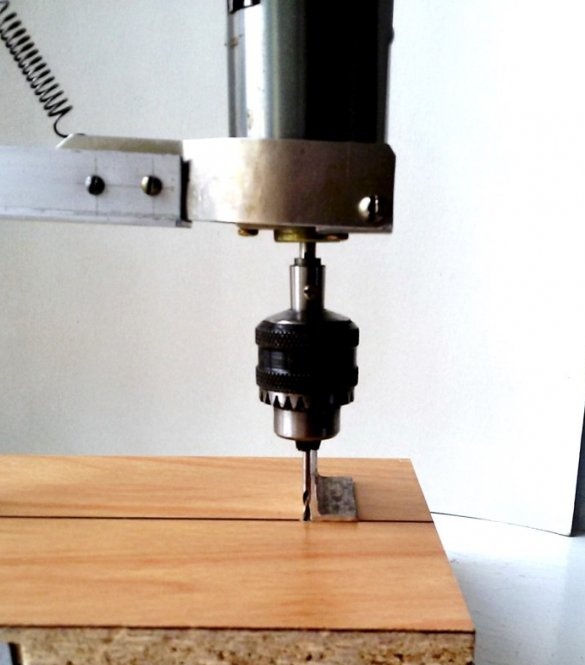
Gręžiant spausdintines plokštes, net naudojant trapų karbido įrankį, kurio skersmuo yra 0,8 mm, gręžimo atstumas ant plokštės, kurio storis yra 2 mm, bus 0,003 mm (3 mikronai). Palyginkite nurodytą vertę su šio grąžto poslinkiu ir padėtimi, kai rankiniu būdu apdorojate plokštes.
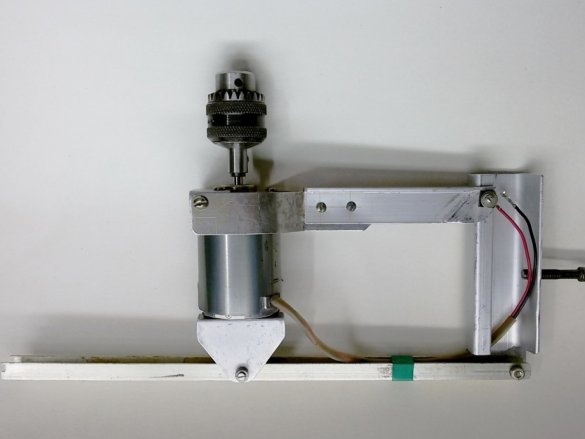
Mašina nustatoma pagal detalės dydį, pagal aukštį, greitai rankiniu būdu judant prie mašinos stovo, pakabos pagrindo ir pritvirtinant ją nykščiu. Pakabos pagrindo pakėlimo ir pritvirtinimo aukštis vizualiai nustatomas atsižvelgiant į nulio padėties riziką (pažymėta pakabos pagrindu - paskutinė nuotrauka), palietus dalį sėjamosios galu. Gręžiant įvairias 1 ... 3 mm storio lentas, aukščio reguliuoti nereikia.
Papildomi dizaino pranašumai.
Galimybė montuoti didelio dydžio lentas (padidėjus gręžimo perdangai, padidėja gręžimo tikslumas).
Atlaisvinus rankeną, pasibaigus gręžimui, variklis su sėjamąja veikiant spyruoklei greitai eina aukštyn ir atgal nemažą atstumą, atlaisvindamas detalės apdirbimo zoną.
Aukščiausioje padėtyje galite patogiai greitai ir saugiai pakeisti sėjamąją.
Manau, kad minėtos savybės yra palankios siūlomos mašinos gamybai. Laikas, praleistas gaminant šią mašiną, atsiperka gera nuotaika, išskyrus brangių ir menkų grąžtų gedimus.
1. Taikomos medžiagos ir detalės.
Elektrinis variklis ir mechaninis arba ritininis griebtuvas.
1,5 ... 2,0 mm storio metalo lakšto gabalai.
Aliuminio profilio nuoma, vamzdis.
2. Gręžimo stalelio sudarymas.
Visų pirma, jums reikia nuspręsti ant gręžimo mašinos stalo. Jo dydis, tvirtumas ir stiprumas lems naudojimo tikslumą ir paprastumą. Yra daugybė skirtingų stalo dizainų. Pateiktoje mašinos versijoje naudojamas kompaktinių diskų grotuvo, kuris ilgai laukė antrinio naudojimo, dėklas. Stačiakampis korpusas, kurio matmenys yra 145 x 200 mm, pagamintas iš aliuminio lydinio. Jis turi mažą svorį, tvirtą struktūrą ir plokščią išilgai apatinės dalies dalies periferijos, o tai suteikia gerą būsimo gaminio stabilumą. Be to, šiai daliai praktiškai nereikia jokio papildomo apdorojimo. Dėl šių priežasčių korpusas buvo laikomas mašinų lentelės pagrindu.
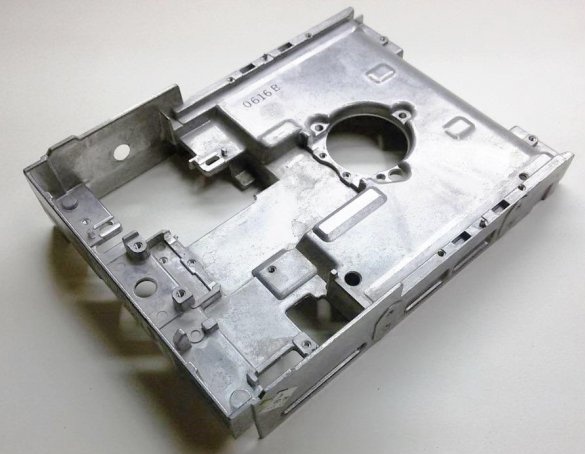
Vienoje iš trumpų sienų (nuotraukoje kairėje), viduryje, yra skylė M8 varžtui, kuri automatiškai nustato mašinos stelažo montavimą ten.
Kaip stovas, galite naudoti valcuotą metalą arba vamzdį, kurio skersmuo yra 18 ... 25 mm.
Nagrinėjamoje konstrukcijoje buvo naudojamas plonasienis 18 mm skersmens plieninis vamzdis, kuris leido supaprastinti jo pritvirtinimo prie stalo metodą.
Mes pasirenkame varžtą su M8 sriegiu ir galvute, kurio skersmuo tvirtai priglunda prie vamzdžio skylės (gali prireikti šiek tiek patikslinti skersmenį). Užsukite veržlę ant varžto ir įspauskite juos į vamzdelį. Stovas paruoštas. Belieka jį pritvirtinti ant stalo antrąja veržle.


Viršutinėje stalo dalyje pritvirtiname stalviršį, supjaustytą iš laminuotos medžio drožlių plokštės išilgai ruošinio kūno kontūro. Tokiu atveju mašinos stovas bus papildomai dedamas tarp korpuso sienos ir stalviršio. Ateityje laisvosiose stovo pusėse pritvirtinsime aliuminio kvadrato pamušalą. Visa tai suteiks įdiegtam stelažui papildomą tvirtumą.
Proceso metu mes patikriname ir, jei reikia, sureguliuokite mašinos stovo statmeną prie stalo.

3. Pakabos pagrindo gamyba.
Pakabos pagrindas yra būtinas norint sujungti šarnyrinės schemos mechanizmą ant mašinos stovo. Jis tarnauja kaip neatskiriama rombo dalis, tvirtina ją ant stovo, norimu aukščiu ir pasirinktu kampu nuo stalo krašto. Formos aliuminio profilis (18 x 40 mm), kuris anksčiau buvo baldų durų rankena, buvo naudojamas kaip pakabos pagrindo ruošinys.
Profilio dalies viduryje, maždaug dviejų elektrinio variklio ilgių, mes gręžiame skylę ir pagal tvirtinimo varžtą išpjauname M6 arba M8 sriegį. Mes patikriname pakabos pagrindo montavimo patikimumą ant mašinos stelažo.

Elektrinio variklio montavimo mechanizmo gamyba
4. Apatinis variklio tvirtinimas.
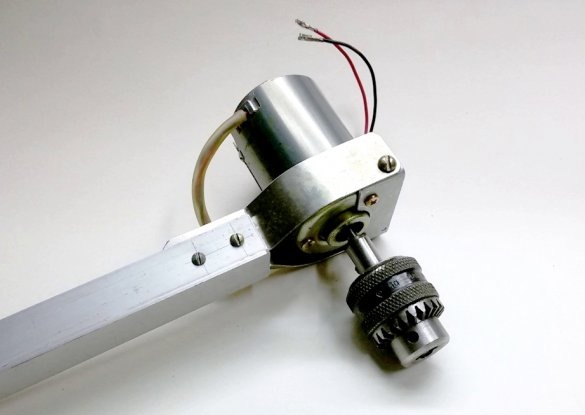
Siūlomai gręžimo mašinai naudotas nuolatinės srovės variklis su nuolatiniais magnetais DC 24V, 0,7A.

Mes pradedame šarnyrinės paralelogramos su pagrindine jungtimi, kurią sudaro elektros variklis ir jo tvirtinimo elementai, gamybą. Naudoto variklio matmenys, taip pat montavimo skylių vieta gali būti skirtingi. Todėl tvirtinimo detalių matmenys nėra nurodyti.
Iš plieno lakšto, kurio storis 1,5 ... 2,0 mm, mes gaminame apatinį variklio laikiklį. Atraminėse šoninėse lentynose gręžkite koaksialines skylutes ir į jas supjaustykite M4 siūlą. Variklio laikiklį pritvirtinkite dviem standartiniais varžtais.


5. Apatinė paralelogramos grandis.
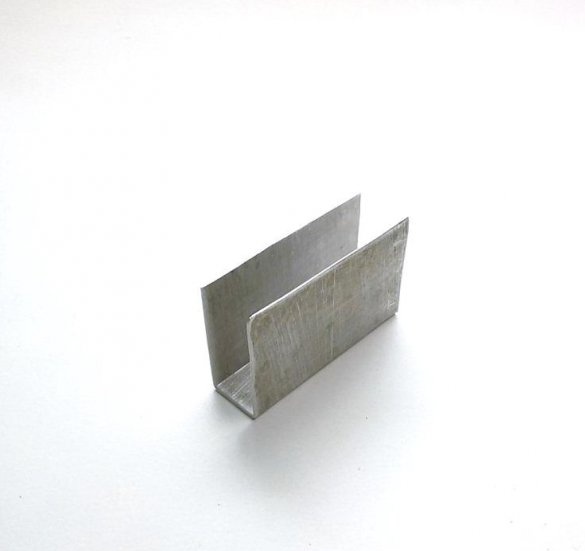
Padarysime apatinę paralelės schemą iš valcuoto aliuminio, kurią galite rasti po ranka. Pavyzdžiui, siūlomame dizaine buvo naudojamas U formos aliuminio profilis (20 x 20 mm), kuris anksčiau buvo naudojamas gaminant langus.
Norėdami sujungti apatinę trauklę su variklio atrama, iš plieno lakšto, kurio storis yra 1,5 mm, mes gaminame du veidrodžiu pagamintus pereinamuosius elementus. Jie yra standžiai sujungti su jungiamuoju profiliu dviem varžtais (kniedėmis).


6. Apatinė trauklė su variklio atrama
Apatinės svirties ilgį lemia pagamintos lentelės dydis. Šioje konstrukcijoje šis ilgis (atstumas tarp tvirtinimo skylių ašių) apibūdinamas kaip 150 mm. Pažymėkite skyles, skirtas prijungti prie pakabos pagrindo, ir supjaustykite profilį norimo dydžio. Jei reikia, supjaustytoje profilio pusėje mes suformuojame griovelio plotį, kad būtų galima tvirtai sujungti pločio su pakabos poravimosi pagrindu. Mes gręžiame išilgai žymėjimo koaksialines skylutes.

Mes surenkame apatinę trauklę su elektros variklio atrama. M4 varžtais pritvirtiname apatinę trauklę prie variklio atramos, užtikrindami laisvą sukimąsi jungtyje. Viršutinės skylės vietą apatinėje trauklėje, už variklio, lemia maksimalus galimas jungties ilgio padidėjimas, todėl padidėja apdorojimo tikslumas.
7. Viršutinis variklio laikiklis.
Iš plieno arba aliuminio lakšto, kurio storis 1,5 ... 2,0 mm, mes gaminame viršutinį variklio laikiklį. Dalies dizainas priklausys nuo esamo variklio tvirtinimo taškų vietos. Įdėkite viršutinį variklio laikiklį.


8. Viršutinė paralelogramos grandis.
Viršutinė paralelogramos jungtis taip pat pagaminta iš valcuoto aliuminio. Pavyzdžiui, siūlomame dizaine buvo naudojamas H formos aliuminio profilis (12 x 16 mm). Pažymėkite viršutinės trauklės ruošinį. Mes perduodame atstumą tarp pagamintos apatinės trauklės tvirtinimo skylių ašių ant viršutinės trauklės ruošinio. Gręžkite skyles žymėjimui. Viršutinės svirties ruošinio ilgis yra pageidautinas dvigubai, palyginti su darbiniu šarnyro dydžiu. Mes naudosime laisvą profilio galą kaip rankeną, skirtą grąžtui tiekti, o tai sumažins rankos jėgą perpus. Ant šios ruošinio dalies galima uždėti plastikinio vamzdžio gabalą.
Atstumas tarp tvirtinimo skylių ašių ir jų vieta ant variklio atramų, mes pervedame į pakabos pagrindą. Kitaip tariant, pagamintoje paralelogramoje linijos, jungiančios variklio tvirtinimo angų ašis ir pakabos pagrindą, turi būti lygios ir lygiagrečios.
Norint įvykdyti šią sąlygą, gaminant mašiną, dalis profilio yra išpjaunama pakabos pagrindu (viršutinėje dalyje).

9. Šarnyrinės lygiagretės schema - rombinė.
Mes surenkame romboidą, sumontuojame jį ant stovo ir patikriname veikiantį mechanizmą.
10. Mechanizmo tikslumo kontrolė
statmenai

grąžtams, kurių smūgis yra 10 mm

esant apkrovai.
