
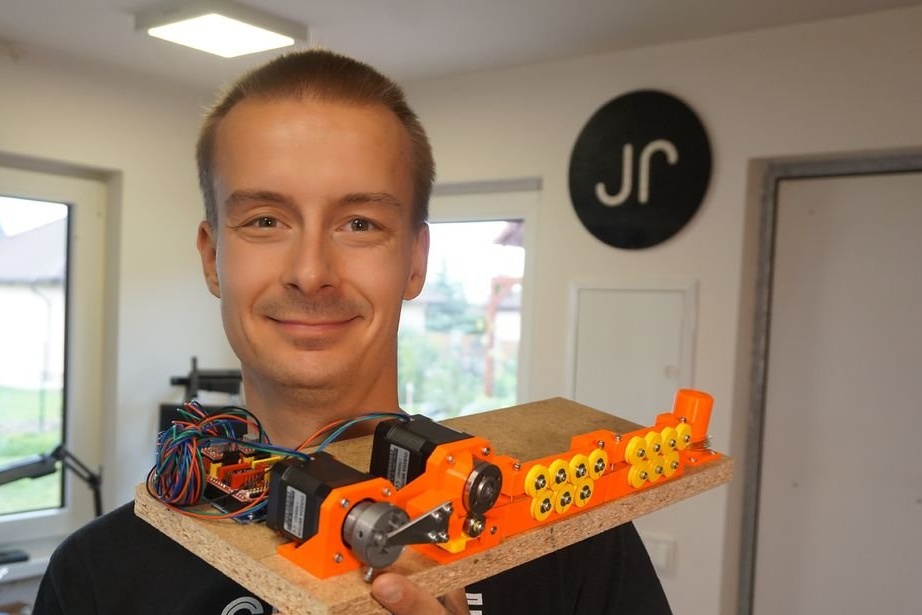
Įdomų prietaisą išrado ir pagamino meistras, tai yra bet kokios formos vielos lenkimo aparatas. Spyruoklių gamyba yra viena iš jos savybių. Ši mašina gali sulenkti 0,8 / 0,9 / 1 mm vielą į bet kokią 2D formą.
Pagrindinis šios mašinos gamybos tikslas buvo automatizuoti lenkimo procesą. Kitos namų gamybos mašinos nėra labai tikslios, o jų lenkimai turi gana didelį spindulį.
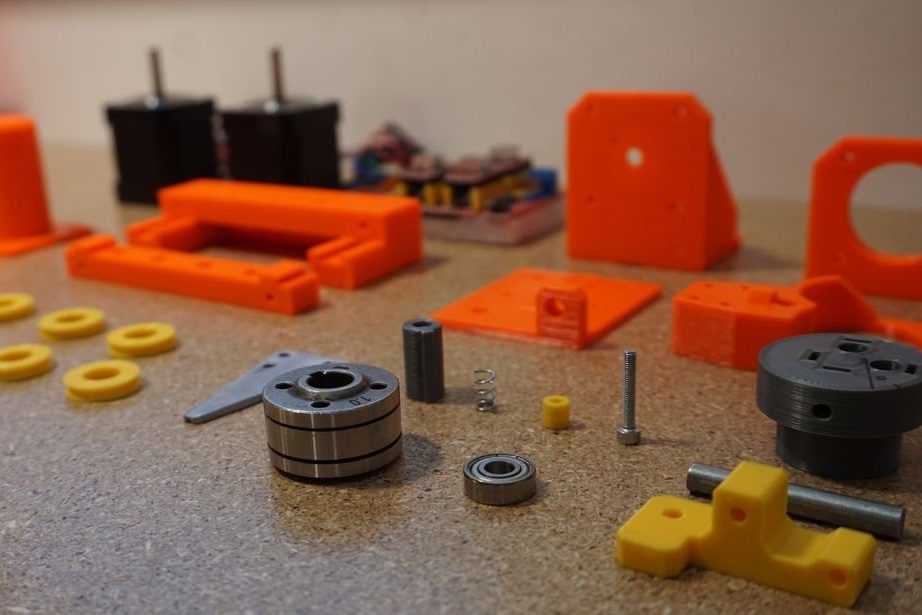
Antrasis uždavinys buvo padaryti jį kuo paprastesnį, naudojant dažniausiai prieinamas dalis ir komponentus. Kai kurios mašinos dalys atspausdintos 3D spausdintuvu, o metalines dalis galima įsigyti parduotuvėje.
Kam skirtas tokios mašinos meistras? Jam įdomu gaminti LED figūras, snaiges, žvaigždes, gėles ir kt. Jų gamyboje reikalingos identiškos vielos dalys, todėl ši mašina palengvins jų gamybą.
Pažiūrėkime trumpą vaizdo įrašą su įrenginio pavyzdžiu.
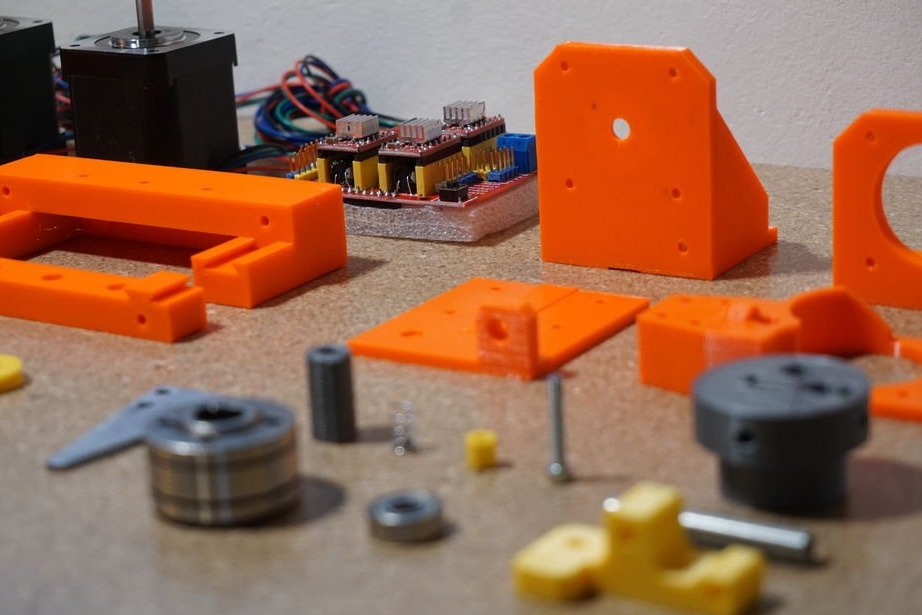
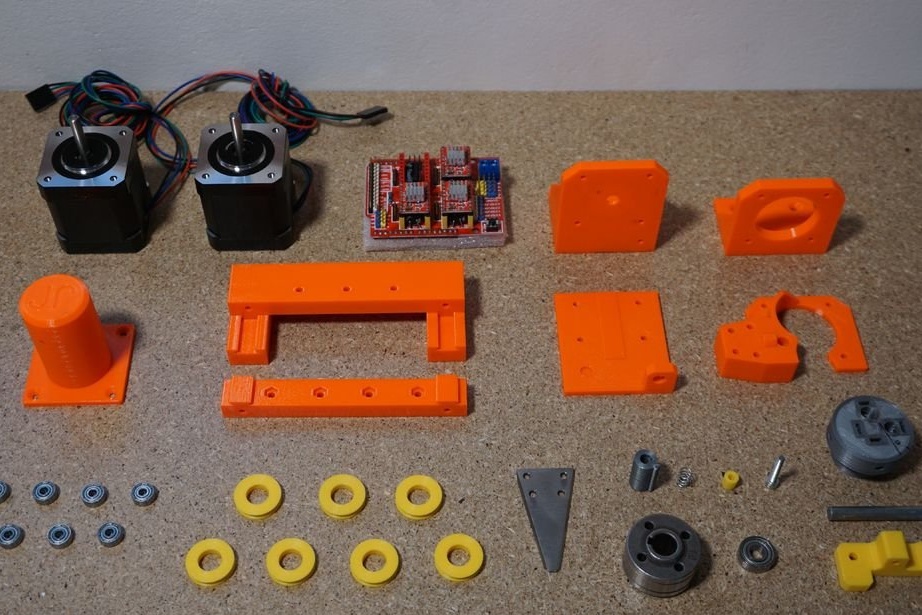
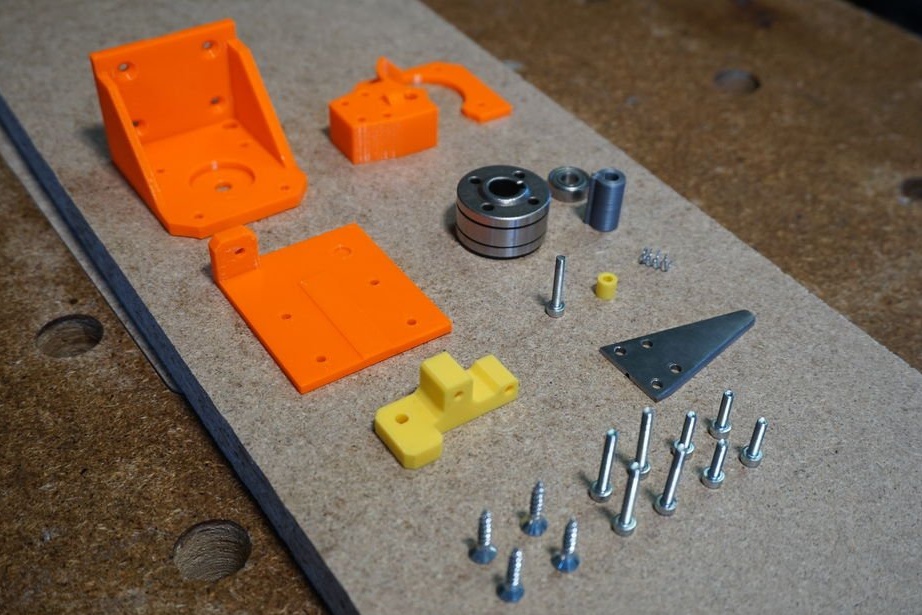
Taigi, gamindamas tokią mašiną, meistras naudojo šiuos dalykus
Įrankiai ir medžiagos:
-3D informacija (spausdinimo failus galima atsisiųsti čia);
-Tvirtinimo detalės;
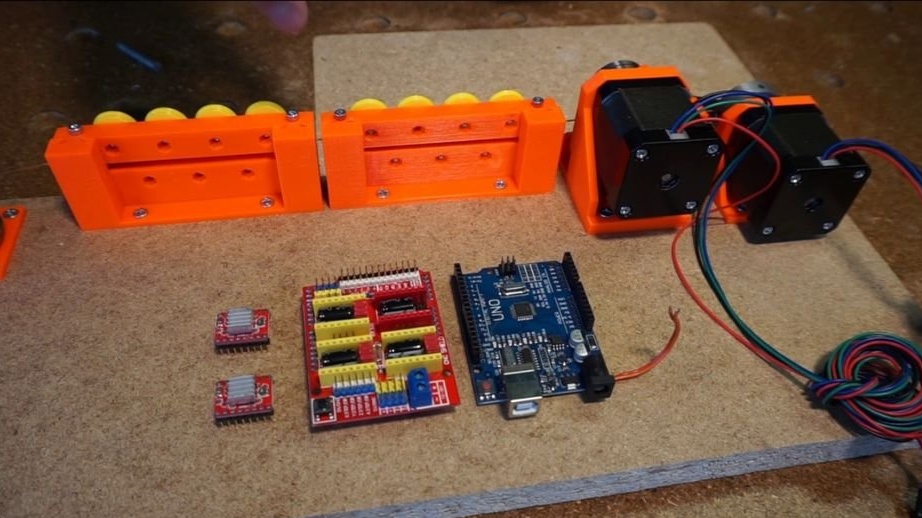
-Arduino UNO;
- „Arduino UNO“ išplėtimo plokštė;
-Stepinis vairuotojas A4988 -2 vnt;
-Pakopinis variklis NEMA17 -2 vnt;
-12V 3A maitinimo šaltinis;
- vielos tiekimo mechanizmas;
-Plieno spyruoklė 4x6 mm;
- guolis 3x10x4 mm;
-Gulimas 6x15x4 mm;
-6 mm plieno strypas;
- 2 mm storio plieno lakštas;
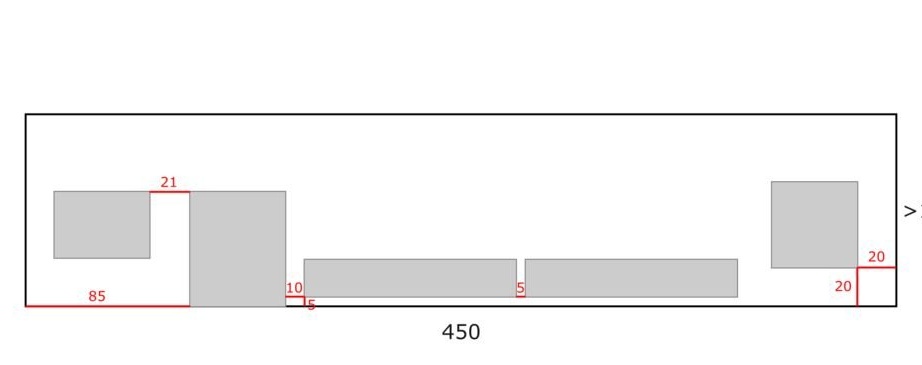
-Medžio lentos pagrindui 450x100 mm;
- atsuktuvas;
-Gonas;
Pirmas žingsnis: Kaip tai veikia
Pažvelkime, kaip mašina veikia (iš dešinės į kairę).
Ritinio laikiklis - jis laiko vielos ritę mašinai apdirbti.
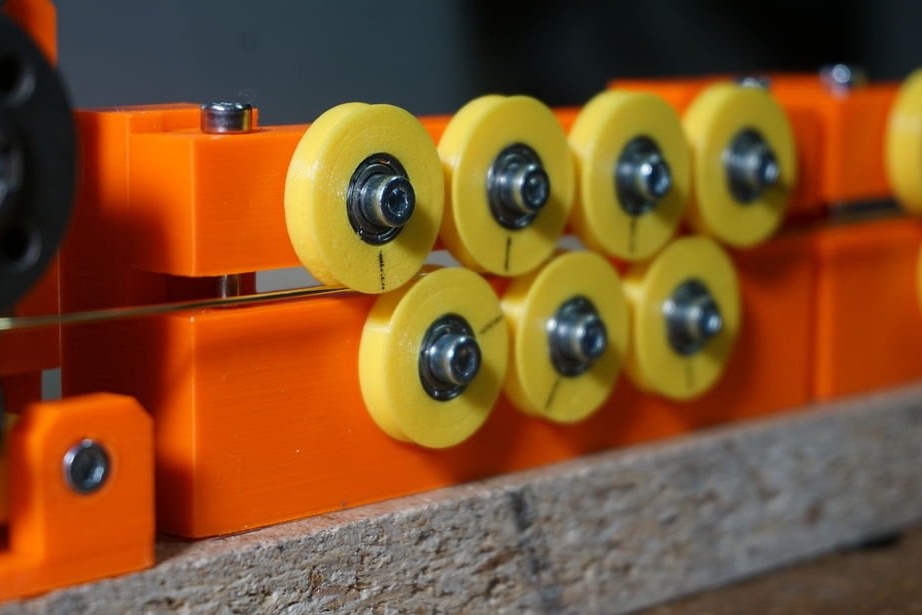
Lygintuvas - 7 ritinių rinkinys, kad viela būtų kuo lygesnė. Darbas su tiesia viela yra labai svarbus. Štai kodėl du lygintuvai.
Broach - panašų mechanizmą galite rasti ir savo 3D spausdintuve. Pavarų komplektas ištraukia laidą iš ritės per ritinius ir pastumia jį į lenkimo galvutę. Tiekimo mechanizmas turi turėti pakankamą vielos slėgį, kad jis neslystų. Plačiau apie tai vėliau.
Lenkimo mašina - ji sulenkia laidą į užprogramuotą formą.
Visa tai kontroliuoja vienas „Arduino UN“ su CNC skydu.Iš kompiuterio Arduino komanda siunčia komandą, kuri paverčia juos žingsnių variklių komandomis.

Antras žingsnis: Spausdinkite dalis
Turite išspausdinti šią informaciją tokiu kiekiu (kad nebūtų painiavos, originalų tekstą):
Benderis
Įrankio galvutė
Variklio rėmas
Feeeder
Variklio rėmas
Apatinis rėmas
Vielinis kreiptuvas
Laisvos eigos krumpliaratis
Laisvos eigos pavarų tarpiklis
Maitinimo pavarų tarpiklis
Lenkimo plokštė (šablonas)
Tiesinimo ritinėliai (2x)
Lovos rėmas (2x)
Viršutinės pavaros rėmas (2x)
Volelis (14x)
Ritės laikiklis
Sluoksnio aukštis spausdinant 0,15 mm. 40% įdaras Spausdinimas trunka 2 dienas.

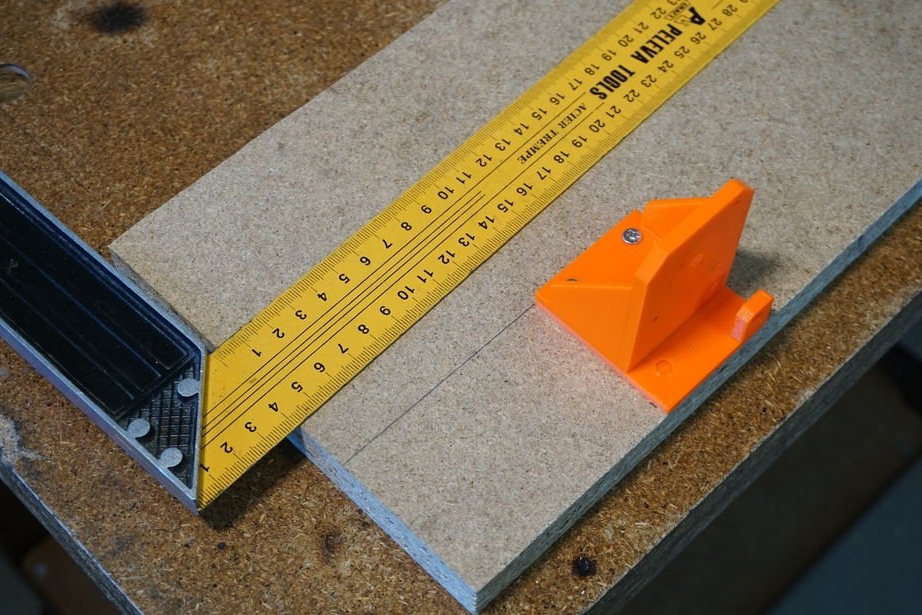
Trečias žingsnis: lenkimo mašina
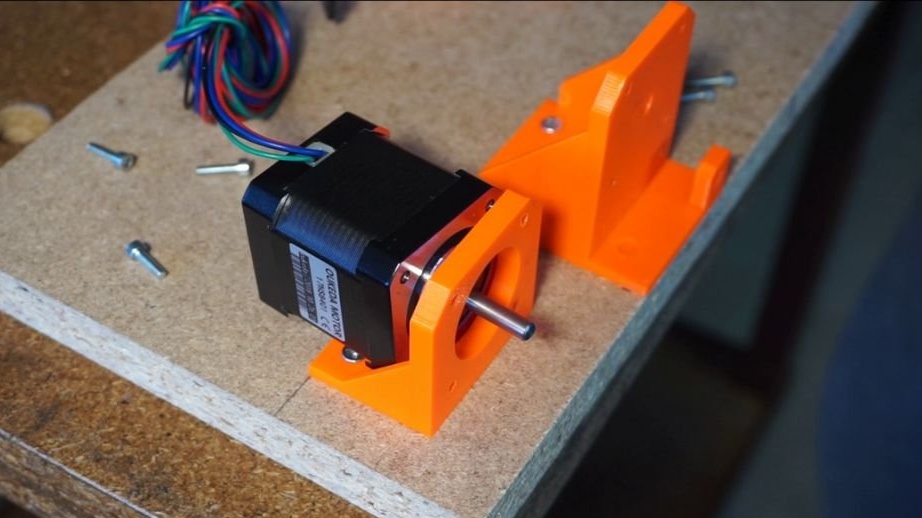
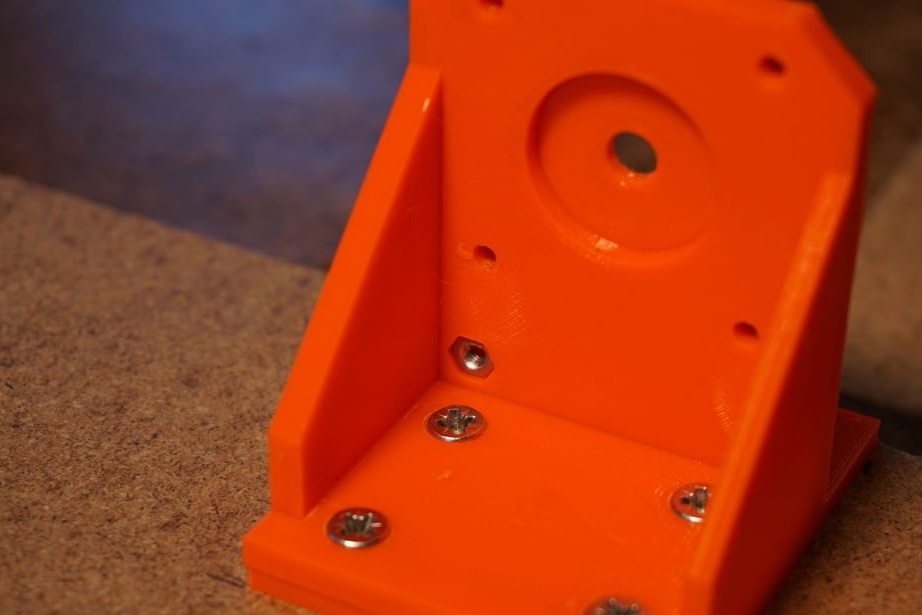
Meistras prisuka du rėmus prie pagrindo. Svarbu įdiegti abu rėmus, kaip parodyta brėžinyje.
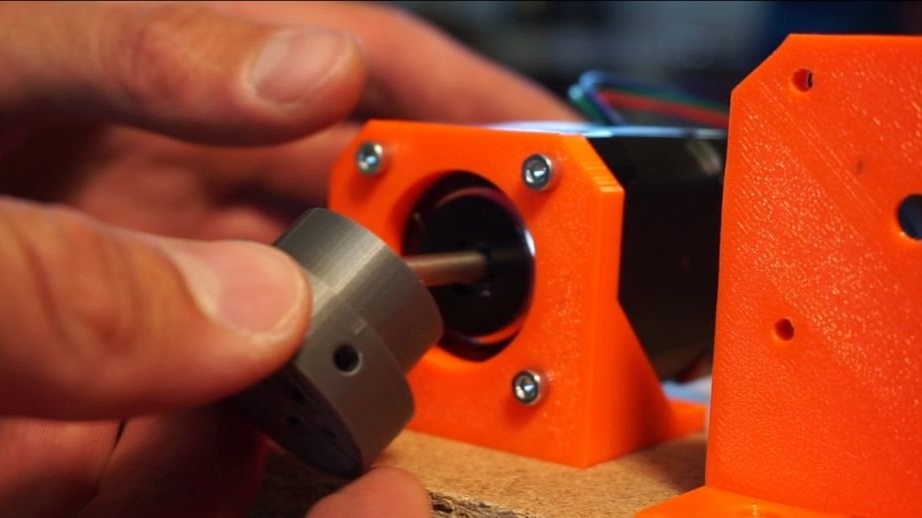
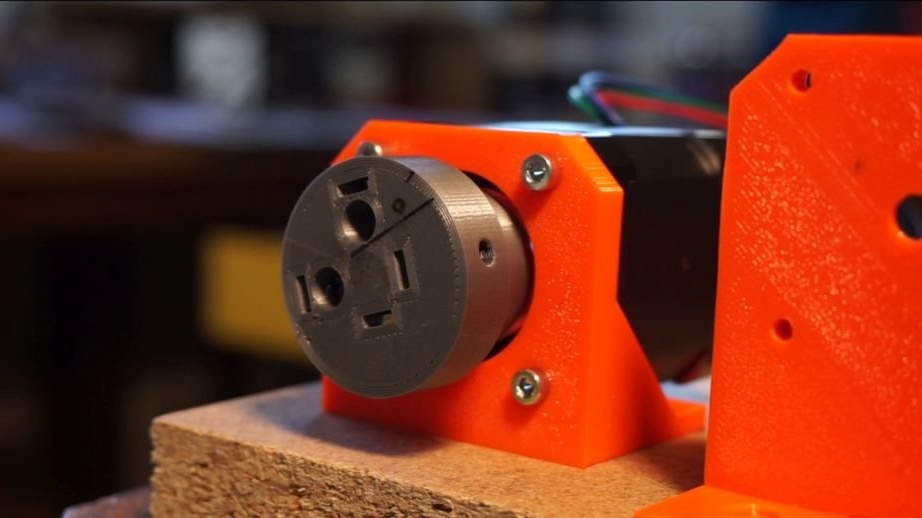
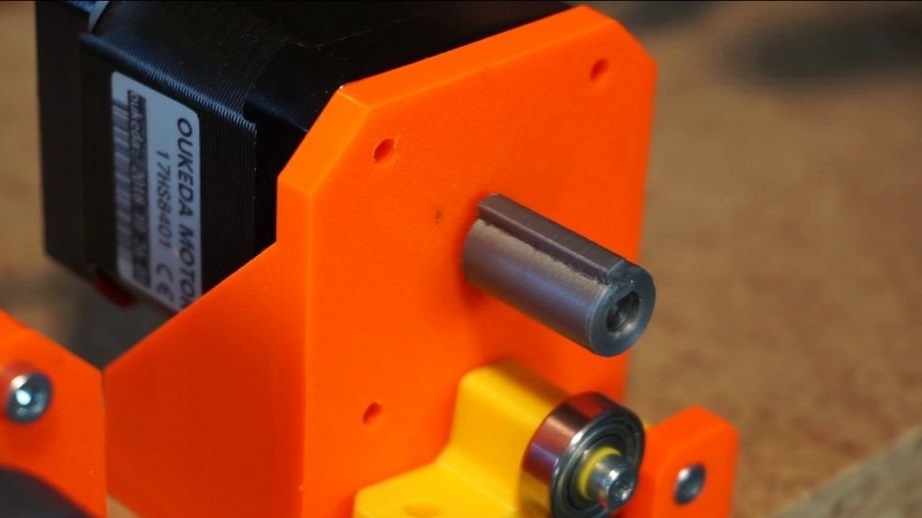
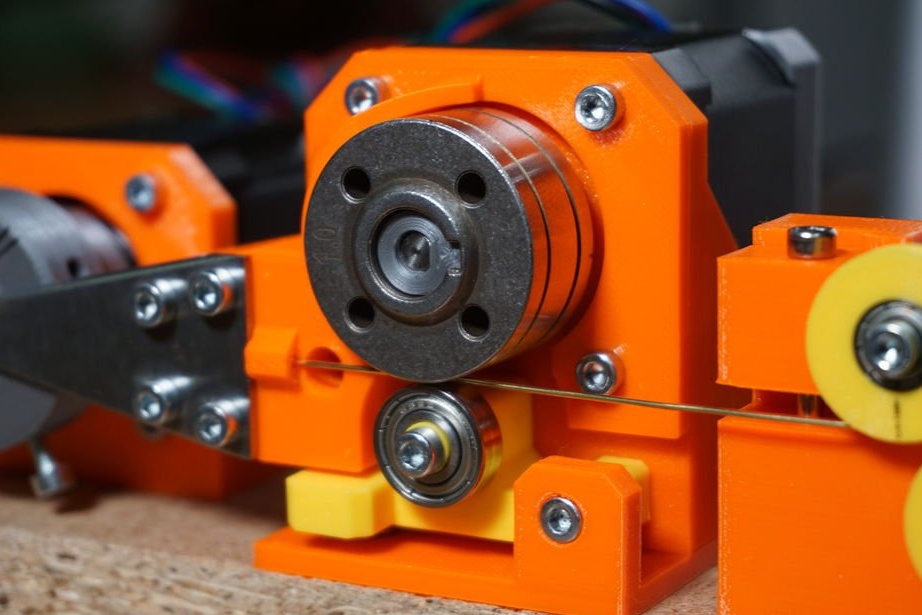
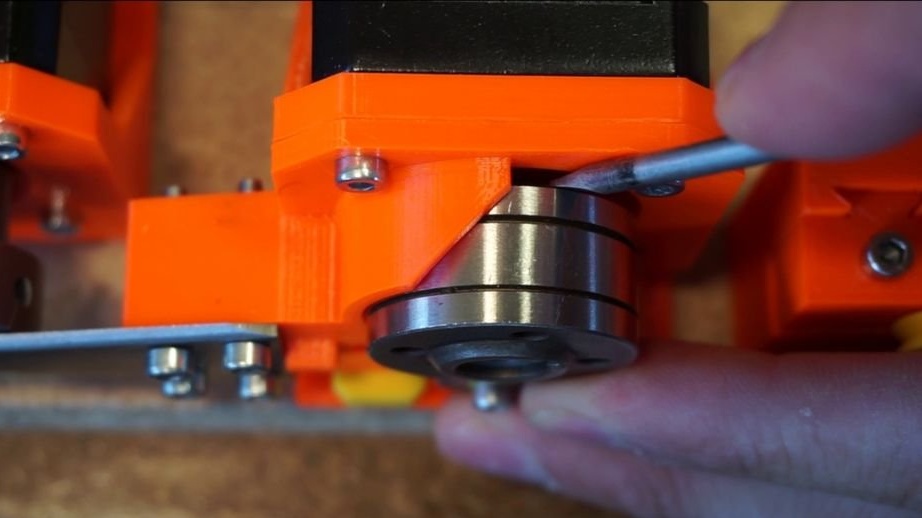
Pritvirtina laiptelio variklį prie rėmo. Pritvirtina galvą prie variklio veleno.


Ketvirtas žingsnis: Broach
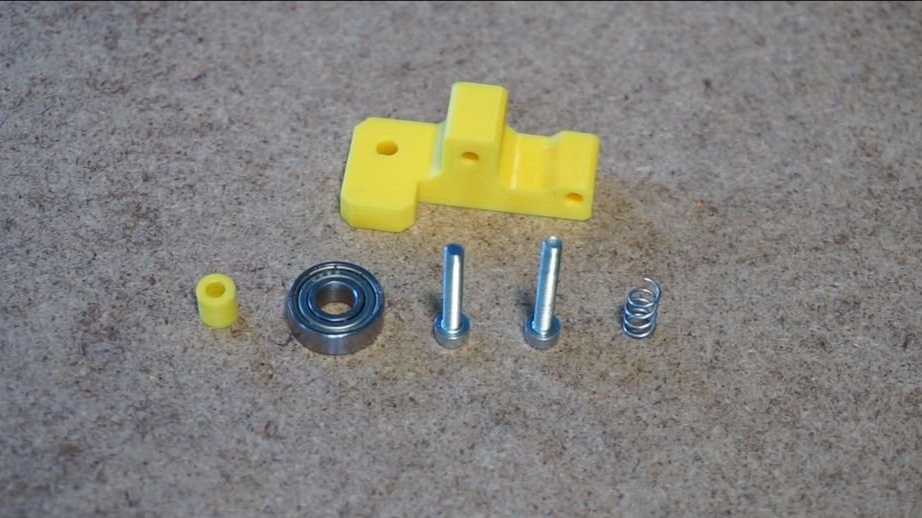
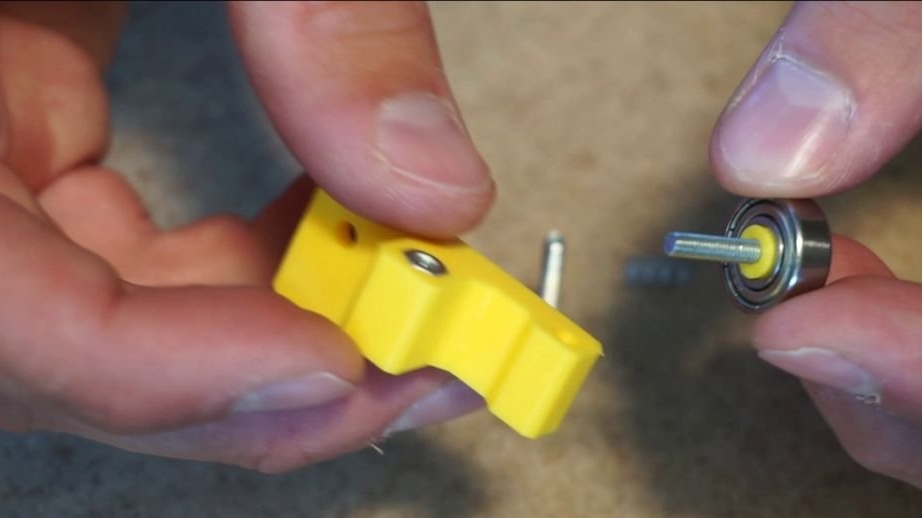
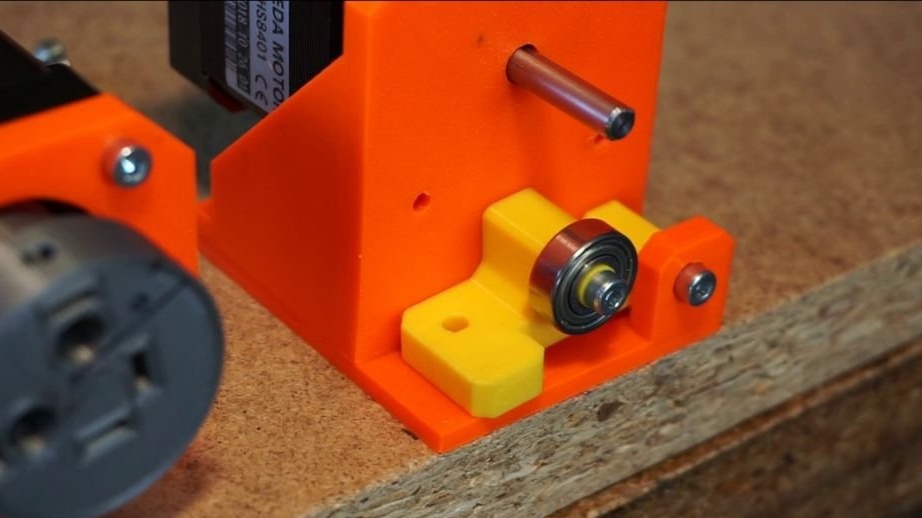
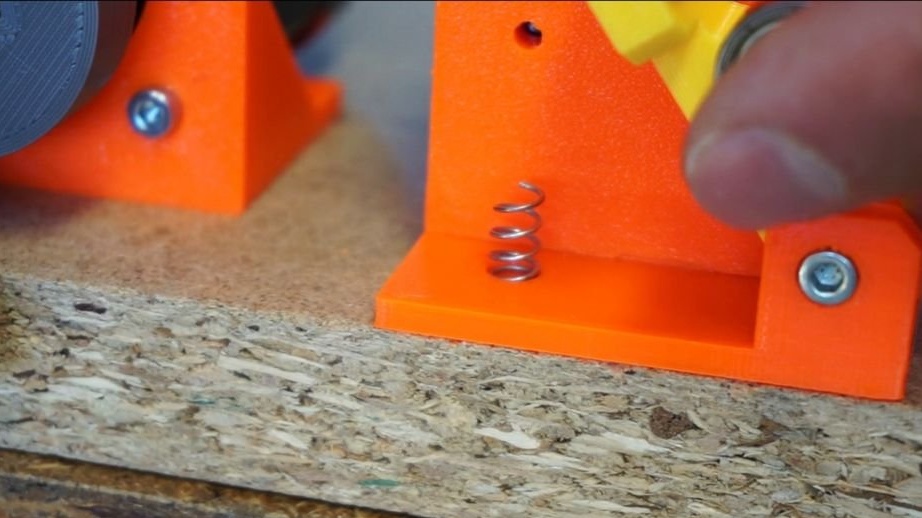
Rėmas jau yra sumontuotas, todėl pirmasis žingsnis kuriant tiekimo mechanizmą yra pastatyti tarpinės pavaros vežimėlį, kuris prispaus vielą prie tiekimo mechanizmo. Nuimkite plastikinį tarpiklį, esantį 6x15x4 mm guolio viduje. Įdėkite guolį į varžtą M3x20. Įdėkite M3 veržlę į vežimėlį ir prisukite guolį ant varžto. Įsitikinkite, kad guolis sukasi laisvai. Įdėkite antrąją M3 veržlę į variklio rėmą (variklio pusė apatiniame kairiajame kampe) ir varžtu M3x20 prisukite vežimėlį per mažą laikiklį. Neperveržkite varžto, vežimėlis turi laisvai judėti. Pakelkite vežimėlį ir įstatykite spyruoklę į skylę po ja.
Paimkite antrąjį žingsninį variklį ir įdiekite jį į variklio rėmą. Dar nesukite. Prispauskite tiekimo mechanizmo tarpiklį prie variklio veleno ir įdiekite tiekimo mechanizmą.
Tiekimo mechanizmas, kurį meistras naudoja, yra paimtas iš MIG suvirinimo aparato. Mechanizmas turi dvi išpjovas ant ritės. Vienas - 0,8 mm vielai ir kitas - 1 mm vielai. Skirtingai nuo krumpliaračių (anksčiau meistras bandė maitinti laidą su jais), šis mechanizmas nepalieka pėdsakų ant vielos.
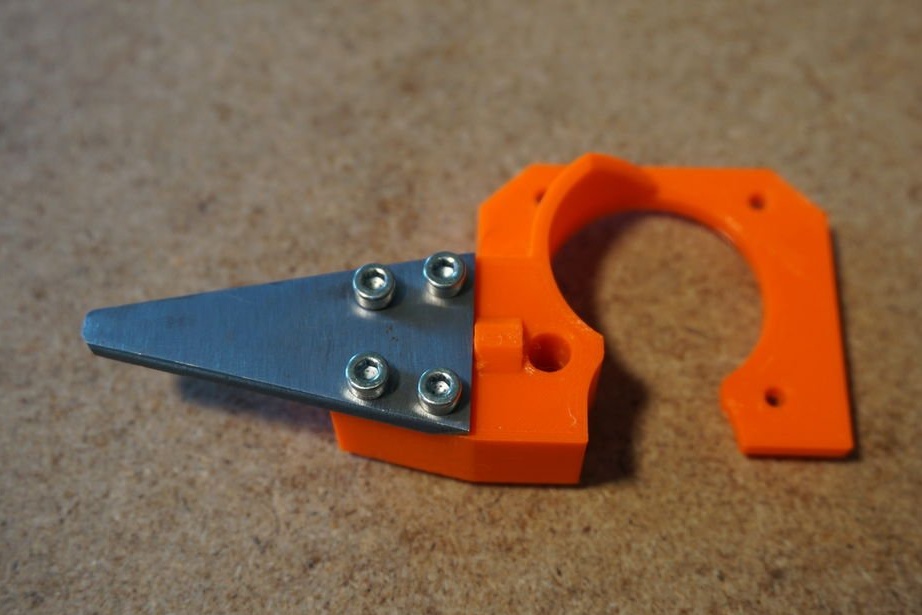
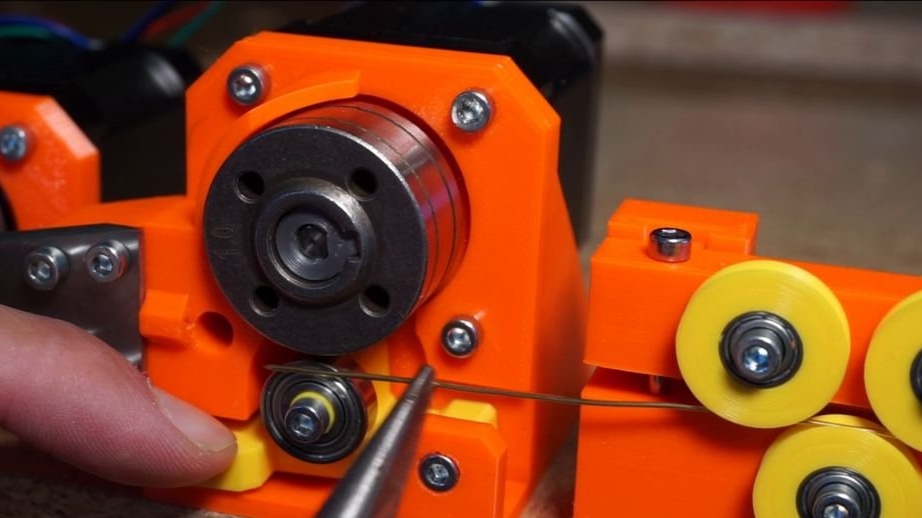
Tiektuvą ir lenkimo įtaisą jungia lenkimo plokštė - 2 mm storio metalinė plokštė su mažu grioveliu ant galinės sienos, kuri viela tiekiama tiesiai į lenkimo galvutės centrą, kad būtų nepriekaištingas lenkimas. Spausdinimui yra plastikinė lenkimo plokštė, kuri puikiai veikia, tačiau greitai susidėvi ir ją reikia dažnai keisti. Galite jį naudoti arba ant jo galite pagaminti metalinę plokštelę.
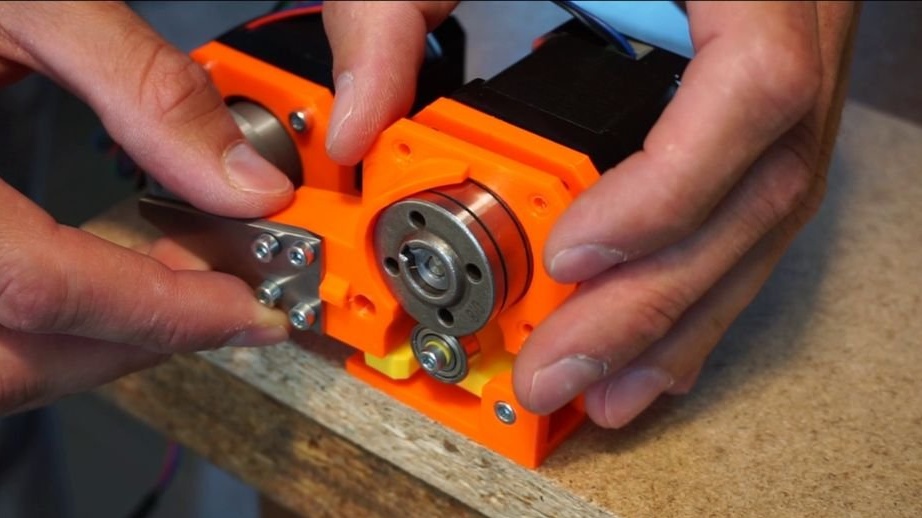
Tada paimkite plastikinę vielos kreiptuvo dalį ir įstatykite keturias M3 veržles į skylutes jos galinėje pusėje. Dabar prisukite lenkimo plokštę varžtais M3x20. Padėkite vielos kreiptuvą prieš variklio tiekimo rėmą ir pritvirtinkite prie variklio keturiais varžtais M3x12. Sureguliuokite lenkimo plokštės padėtį. Jis turėtų būti tiksliai lenkimo galvos centre.
Brošiukas yra paruoštas. Jei turite tiesią vielą, vielą galite naudoti dabar. Priešingu atveju jums reikia lygintuvo.




Penktas žingsnis: Broach
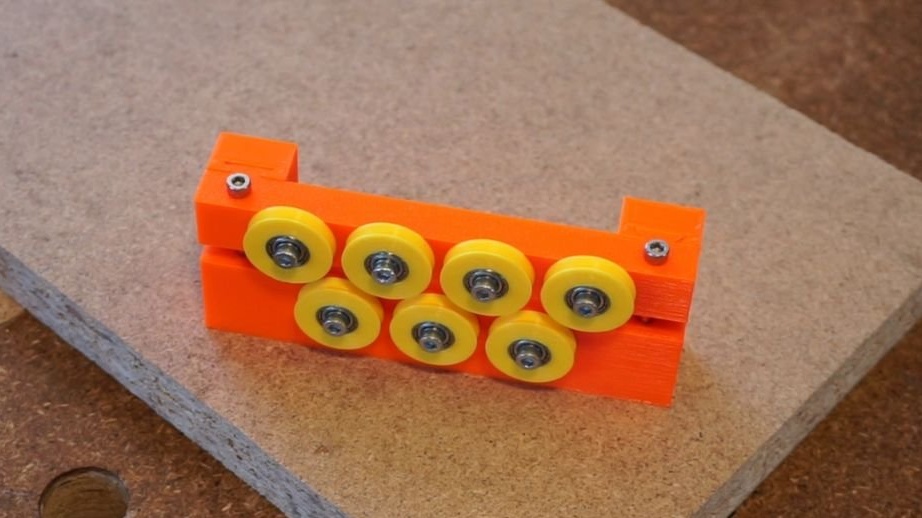
Viela paprastai tiekiama ritės pavidalu. Norėdami sulenkti vielą, pirmiausia turite ją ištiesinti. Lygintuvą sudaro 7 ritinėliai (4 viršuje ir 3 apačioje), kuriuos galima prispausti vienas prie kito, kad būtų užtikrintas teisingas vielos įtempimas. Tai taip pat apsaugo nuo vielos susisukimo lenkimo metu.
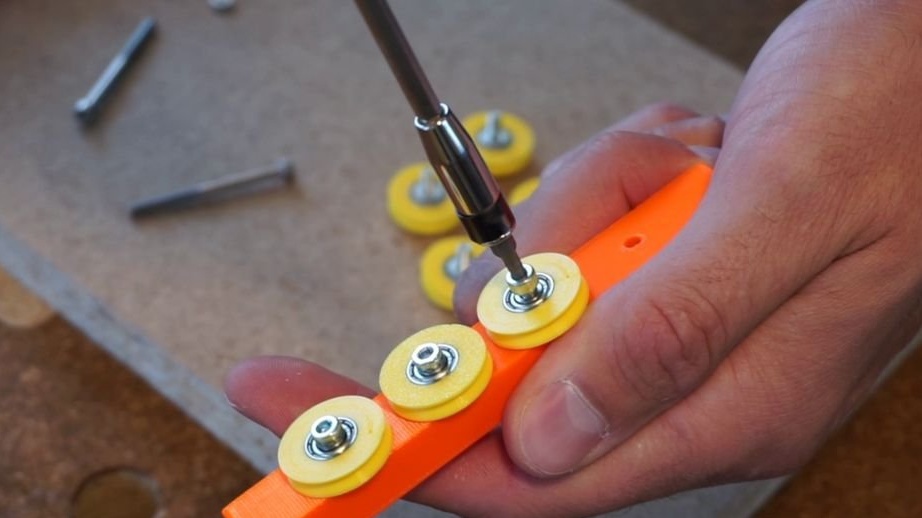
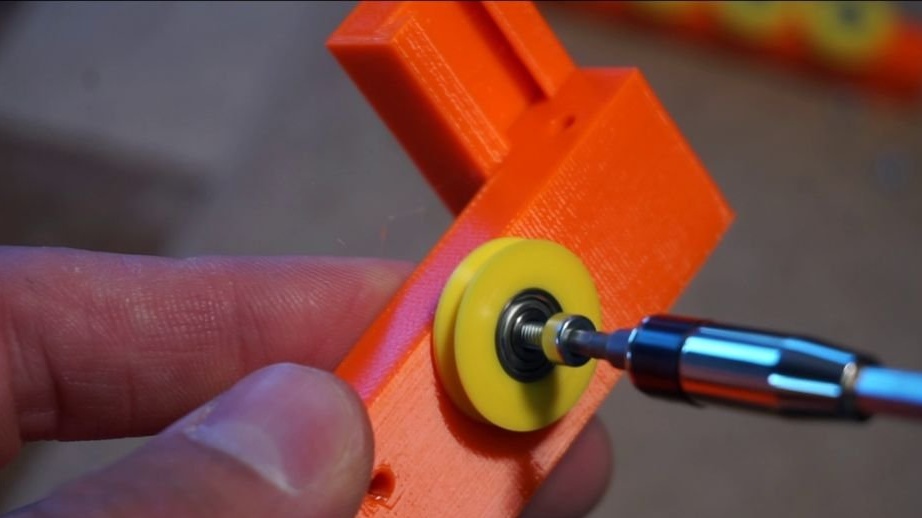
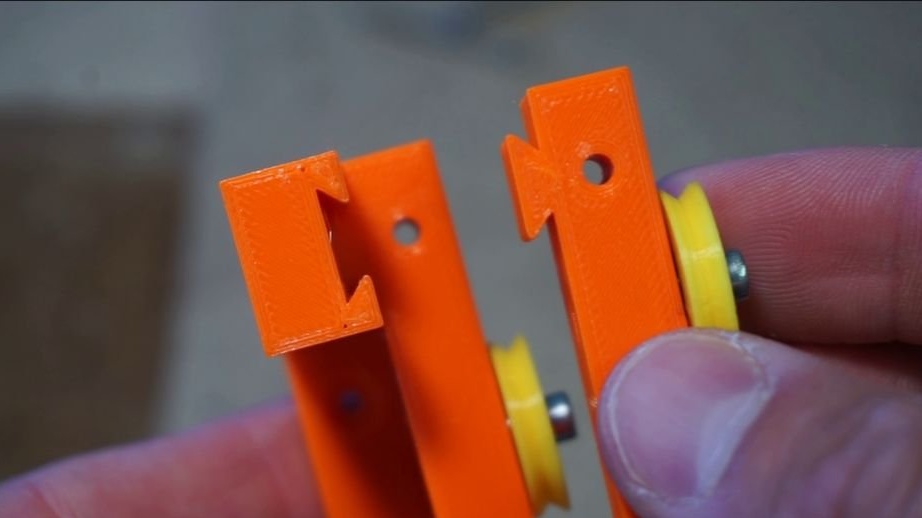
Pradėkite surinkimą su ritinėliais. Pirmiausia reikia įspausti guolį 3x10x4 mm į plastikinį ritinėlio korpusą. Vienoje pusėje įkiškite M3x12 varžtą, o kitoje ritinėlio pusėje - M3 poveržlę. Poveržlė padės išvengti rato trinties ant rėmo. Prisukite visus ritinėlius prie apatinio ir viršutinio rėmo. Prijunkite abu rėmus. Pritvirtinkite rėmus dviem M3x40 varžtais.
Galite šiek tiek sutaupyti pinigų ant ritininių guolių. Atspausdinkite „Straightener_RollerNoBearing“ dalį, o ne „Straightener_Roller“. Bet spektaklis bus kiek prastesnis.
Norėdami pasiekti dar geresnių rezultatų, naudokite 2 ištiesinimo priemones iš eilės.



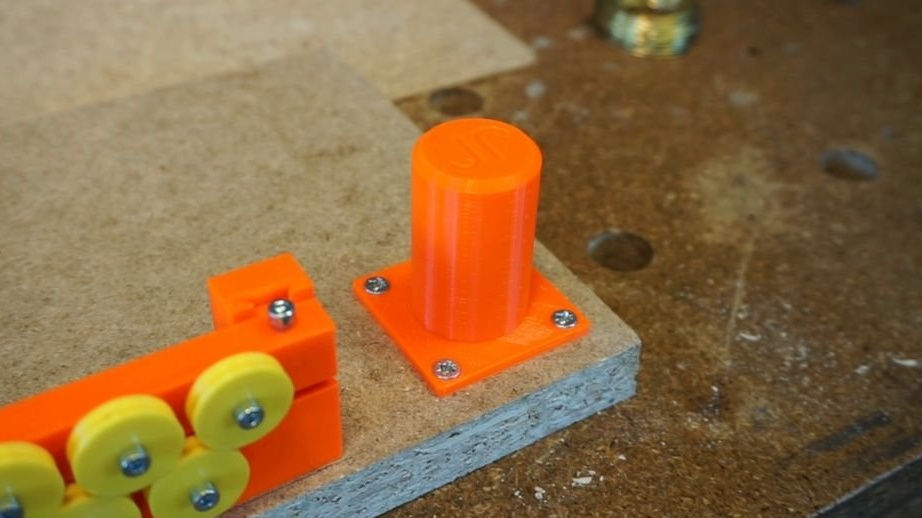
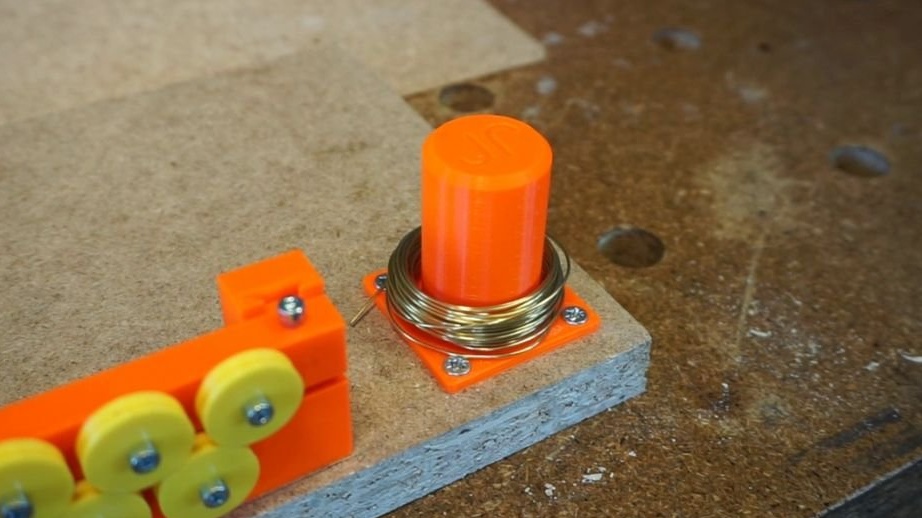
Šeštas žingsnis: ritės laikiklis
Ritės laikiklis yra paprastas cilindras, kuris sulaiko vielą ir leidžia jai išsilaisvinti iš ritės. Prisukite jį prie pagrindo keturiais 3x16 varžtais.
Septintas žingsnis: prijunkite
Pirmiausia lenkimo viela turi būti padėta į mašiną. Meistras naudoja 0,8–1 mm žalvario vielą ritės pavidalu.
Viela eina iš ritės per ritinius. Tiesiog priklijuokite vielą tarp ritinėlių. Tada ji eina per brošią.Sureguliuokite tiekimo mechanizmo padėtį taip, kad latakas būtų lygus vielos kreiptuvo paviršiui. Paspauskite tarpinės pavaros svirtį ir įstumkite vielą per tiektuvą į lenkimo plokštę. Atleiskite svirtį ir leiskite prispausti prie padavimo mechanizmo. Dabar galite rankiniu būdu slinkti padavimo mechanizmą, kad vielą įstumtumėte į lenkimo galvutę. Atsargiai sureguliuokite ritinių įtempimą, priverždami varžtus. Volai neturėtų laisvai suktis, tačiau viela turėtų judėti sklandžiai.
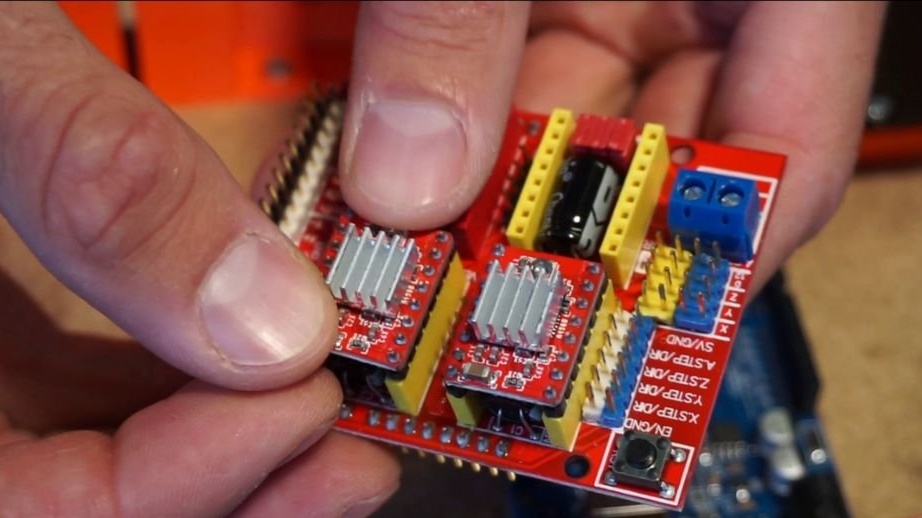
Antra elektronika Valdiklis taip pat turi būti prijungtas. Meistras naudoja klasikinį „Arduino UNO“ su CNC ir dviem A4988 varikliais. Tiekimo variklis yra prijungtas prie Z ašies, o lenkimo galvutės variklis yra prijungtas prie X ašies. Vairuotojai sukonfigūruoti kuo didesniam tikslumui - įstatomi visi 3 trumpintuvai po laiptelių tvarkyklėmis. Viskas turėtų būti prijungta prie 12 V 3A maitinimo šaltinio.
Aštuntas žingsnis: Firmware
Dabar galite pabandyti paleisti mašiną. Meistras naudoja GRBL kartu su cncjs. Jie skirti dirbti su frezavimo staklėmis, tačiau puikiai tinka bet kokio tipo CNC. GRBL yra programinė įranga, kurią turite įdiegti Arduino UNO. Yra geras „cncjs“ žiniatinklio klientas parametrams nustatyti. Įdiekite GRBL „Arduino“ ir „cncjs“ savo kompiuteryje.
Įdiegę turite prisijungti prie mašinos ir patikrinti jos veikimą spausdami mygtukus Z +/- arba X +/-.
Dabar reikia sukalibruoti: 10 mm = Z10 $ 102 = 34 $ 110 = 1600 USD 111 = 600 USD 112 = 1000 USD 120 = 500 USD 121 = 350 USD 122 = 350
Tai yra reikšmių rinkinys, kuris nustato, kaip konvertuoti kode nurodytą skaičių į variklio judesį. Pvz., Jei Z ašį nustatysite ties 30, tai iš tikrųjų reiškia, kad jis pastums 30 mm vielos per tiektuvą.
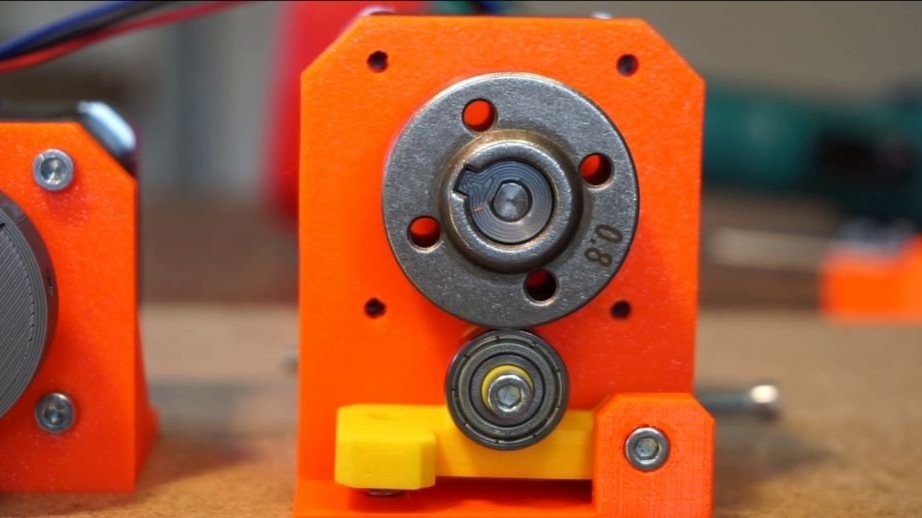
Mes supratome kalibravimą, dabar jums reikia nustatyti lenkimo galvutę į nulinę padėtį.
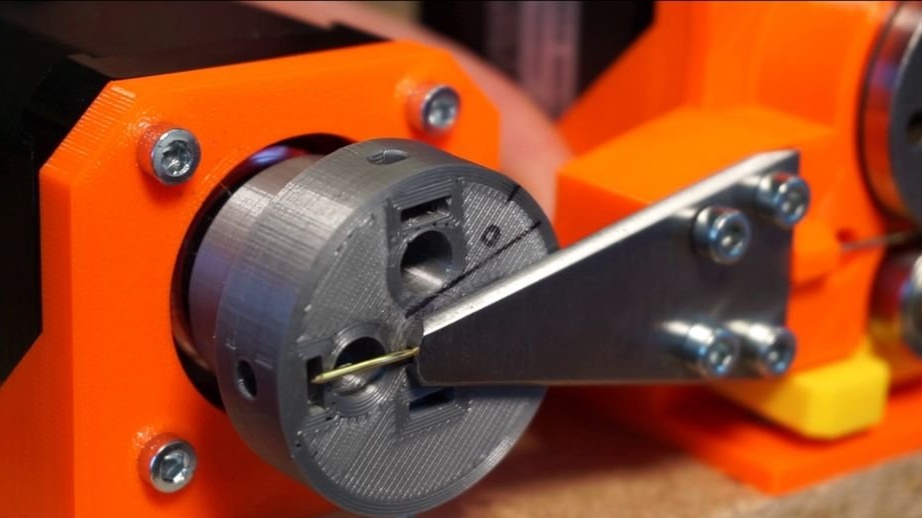
Lenkiamosios galvos judesys nustatomas pagal gerai žinomą fiksuotą lenkiamosios galvos padėtį. Šiuo atveju tai yra padėtis, kurioje lenkimo kaištis ant galvos yra nukreiptas į kairę. Žiūrėti nuotrauką.
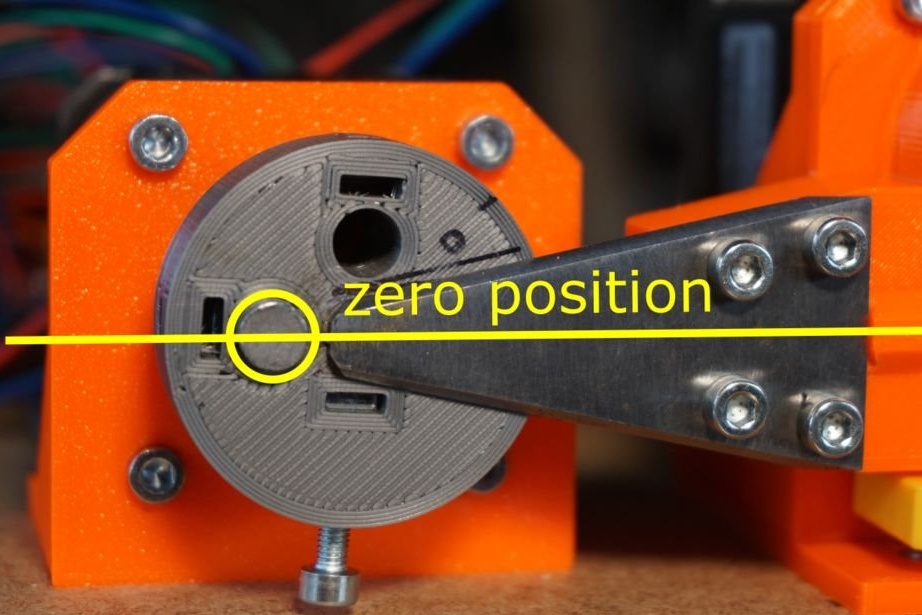
Patartina pažymėti šią nulinę padėtį ant galvos, kad būtų galima ją grąžinti į tą pačią padėtį. Norint nustatyti nulinę padėtį, nereikia tiekimo mechanizmo, nes jis visada juda dabartinės padėties atžvilgiu.
Dabar pažvelkime į „Gcode“ pavyzdį. Tai atrodo taip:
G91
G1 Z1
G90
G1 X2
G1 X-6Štai čia parašyta kiekviena vertė:
G91 - naudokite santykines koordinates (būtinos prieš bet kokį judėjimą išilgai Z ašies)
G1 Z1 - padėkite 1 mm laidą
G90 - naudokite absoliučias koordinates (būtina prieš bet kokį judesį išilgai X ašies)
G1 X2 - pasukite lenkimo galvutę į 2 padėtį (šis skaičius neturi vienetų)
G1 X-6 - lenkimo galvutę pasukite į –6 padėtį
Jei pakartosite veiksmus 100 kartų, gausite spyruoklės lenkimo kodą. Daugiau šaltinio failų galite rasti žemiau.
hex-inner.gcode
hex-external.gcode
spring.gcode
Mašina paruošta. Bet meistras vis tiek stengsis jį patobulinti.
Visą tokios mašinos gamybos procesą galima pamatyti vaizdo įraše.