
Šiame straipsnyje „Woodworking Barcelona YouTube“ kanalo autorius papasakos, kaip pasidaryti plaktuką su plastikine galvute su įdomia struktūra. Taip pat bus pasiūlyta paprasčiausia plastiko liejimo technologija.

Medžiagos
- Medinis blokas arba blokas
- Butelis pagamintas iš HDPE plastiko
- Dviejų komponentų epoksidinė derva
- Vaškas
- OSB apdaila
- Skardinė gali
- Švitrinis popierius.
Įrankiai panaudojo autorius.
- Techninis plaukų džiovintuvas
- Juostinis pjūklas
- Forstneris pragręžia
- gręžimo mašina
- Tekinti
- Diržinis šlifuoklis
- klijų pistoletas
- spaustukai
- Metalinės žirklės, replės
- Peilis, žirklės
- Kaltai.
Gamybos procesas.
Taigi, autorius paėmė kelis butelius trijų sluoksnių HDPE plastiko. Paprastai pienas parduodamas tokiuose buteliuose.
HDPE yra mažo tankio, didelio tankio polietilenas. Rusijos klasifikacijoje - HDPE plastikas. Tai labai geras plastikas, kuris praktiškai neišskiria jokių kenksmingų medžiagų. Lydymosi temperatūra yra nuo 125 iki 138 laipsnių.

Pirmiausia skalbiau plastikinius butelius. Tada jis pašalino dugną ir kaklą, palikdamas tik šonines sienas, šiame etape patartina juos nuriebalinti.
Ir jau iš jų supjausčiau maždaug 20–30 mm pločio juosteles.


Gautos juostelės supjaustomos dar mažesnėmis.

Tada, naudodamas du spaustukus, ant darbastalio jis sumontuoja techninį plaukų džiovintuvą.


Dabar plaukų džiovintuvo temperatūra nustatoma maždaug iki 200 laipsnių. Ir pradeda tirpti susmulkintą plastiką skardinėje. Be to, pirmiausia „drožlių“ sluoksnis pilamas maždaug 1–1,5 cm, o lydomas sluoksnis sutraiškomas plaktuku, o kitas sluoksnis pilamas. Taigi meistras kartojasi, kol indas beveik visiškai užpildytas.



Visas plastikas kaitinamas ir išlydomas. Meistras uždeda tokį OSB laužą. Jis taip pat uždeda plokštelę po skardinės dugnu ir priveržia spaustuką taip, kad plastikas išsikištų per plyšius.


Po plastiko atvėsimo autoriui tereikia nuimti skardinę ir gauti ruošinį.


Jis išpjauna iškritusius plastiko gabalus, bet juos taupo vėlesniems namų gaminiams.

Tai pašalina spaustuką nuo ruošinio su kaltos dalimi, taip pat nupjauna perteklinius plastikinius elementus. Meistrui reikia tik cilindrinės dalies.


„Forstner“ gręžtuvu jis galvos galo centre išgręžia 28 mm skersmens skylę.


Tai yra gautos pjuvenos. Autorius juos taip pat taupo.

Tada grubiai šlifuokite ruošinį, pašalindami išorinį defektų sluoksnį.

Dabar pradeda gaminti rankeną. Apipjauna bloko kraštus ir pažymi centrus.

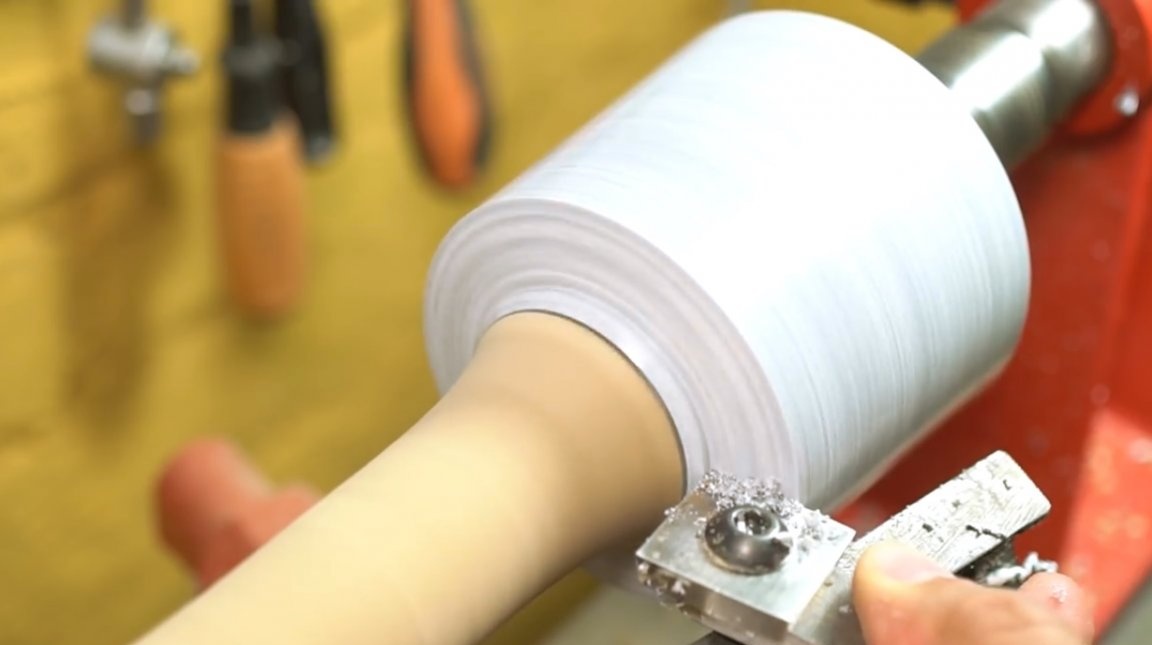
Ant tekinimo staklės pašalinamas žievės sluoksnis ir šlifuojama viršutinė rankenos dalis išilgai galvos skylės skersmens (28 mm).

Sumaišoma dviejų komponentų epoksidinė derva, sutepama rankena prie jos, montuojama į galvą. Fiksuojama spaustuku, kol derva sukietėja.


Apvalūs klijai prilimpa prie karštų klijų prie galvos viršaus. Tai žymi jo centrą, o ruošinys yra paruoštas montavimui į tekinimo staklę.

Visų pirma, autorius išlygina visą galvos paviršių.


Tai atskleidė nedidelį trūkumą, kuris atsirado lydymosi stadijoje. Bet tai lengva pašalinti, lustai čia yra naudingi. Autorius paprasčiausiai jį vėl išlydo ir deda vietoje defekto, taip pat pašildydamas.

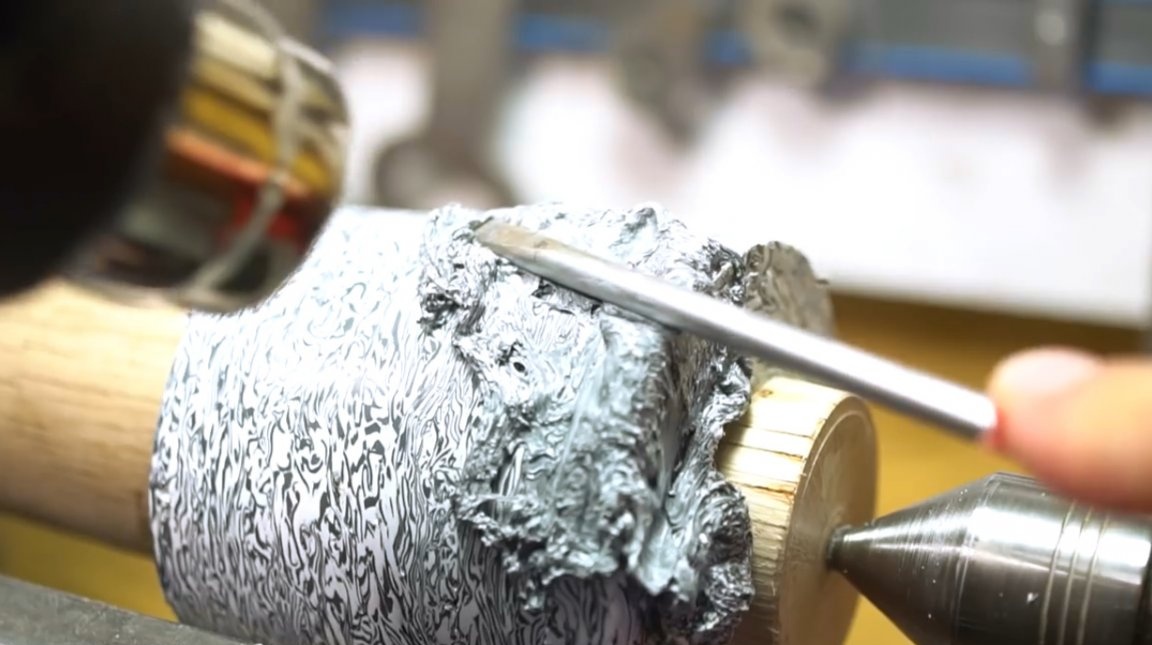
Perdirbimas mašinoje, o defekto nebėra.

Dabar autorius gali sumalti rankeną.

Taip pat šlifuoja galvos dugną.
Apipjaustykite rankenos dugną.

Visą rankenos paviršių nušlifuoja smulkiu švitriniu popieriumi.

Po to įprastas medienos impregnavimas vašku ir paviršiaus poliravimas.


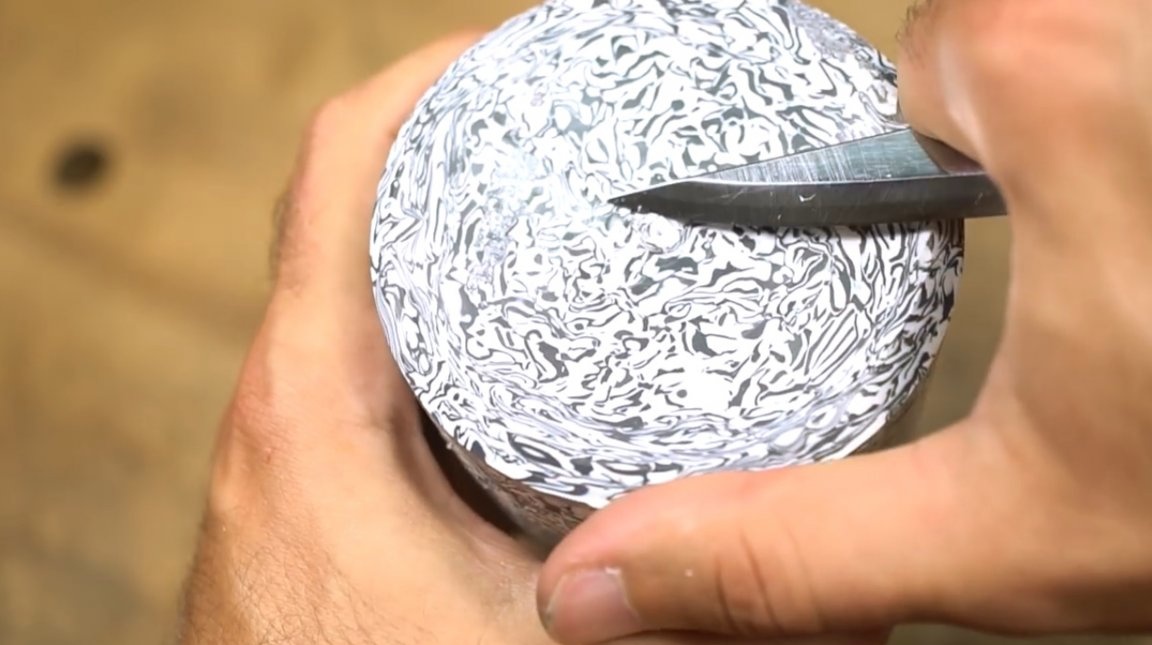
Autorius nusprendė viršutinę galvos dalį padaryti lęšiais, šiek tiek įgaubtais. Tuo pačiu metu ir nupjauna laikiklį.

Nupjaukite neužbaigtą rankenos dalį ir sumalkite.


Centre buvo nedidelis atbrailos, jį lengva nuimti peiliu. Štai pasirodė „objektyvas“.
Viskas paruošta, galite dirbti su įrankiu!

Tai yra tokia graži priemonė.




Ačiū autoriui už paprastą, bet naudingą dirbtuvių įrankį!
Visiems geros nuotaikos, sėkmės ir įdomių idėjų!