


Vandens aušinimas, nepaisant santykinio sudėtingumo ir mažesnio judrumo, turi keletą pranašumų, palyginti su oro pūtimu. Skirta naudoti e technologija, tai daugiausia didesnis šilumos efektyvumas, nėra arba radikaliai mažesnis triukšmas (ventiliatoriai), kompaktiški šilumokaičių dydžiai šilumai pašalinti, galimybė patogiai pašalinti „suteikiantį“ šilumokaitį prietaiso korpuse (kambaryje, pastate).
Vandens aušinimas kai kuriais atvejais gali būti naudojamas stacionariuose prietaisuose, turinčiuose dalių, kurios intensyviai generuoja šilumą ir kurias reikia aušinti. Elektroninėje technologijoje tai gali būti siųstuvų išėjimo pakopos, galingi stiprintuvai (SP), dirbantys A klasėje, galios elektronika. Dažna užduotis yra vandens aušinimo naudojimas asmeninio kompiuterio sisteminiam blokui. Pastarasis leidžia žymiai sumažinti instrumento ventiliatorių keliamą triukšmą, dulkių įsiskverbimą į prietaiso korpusą ir padidinti aušinimo efektyvumą.
Parduodamame tiek paruoštų dizainerių rinkinių, kurie leidžia įprastus sistemos bloko ventiliatorius pakeisti atskirai skardinėmis, žarnomis, siurbliais ir šių sistemų komponentais. Čia pateikiamos paprasčiausio ir patogesnio brangiausio ir sudėtingiausio šilumos pašalinimo elemento - šilumokaičio - gamybos technologijos. Technologijos tai leidžia namo sąlygomis, be prieigos prie mašinų, pagaminkite efektyvų miniatiūrinį plokščią šilumokaitį. Paruošimas litavimui ir pats litavimas yra labai paprasti. Tinkamai pritvirtinti mažas dalis nereikia. Šilumokaičio konfigūraciją galima lengvai pritaikyti prie esamos užduoties. Taip pat palengvinami reikalavimai medžiagoms - nereikia jokių masyvių vario lydinio luitų, užtenka kelių milimetrų storio plokštės.
Ko reikėjo dirbti.
Įrankiai
Rinkinys suoliukų įrankių, metalinių žirklių, pjūklas. Papuošalų dėlionė su aksesuarais labai pravertė, bet jūs galite apsiprasti. Žymėjimo įrankis, maža vazelė. Litavimui buvo naudojamas nedidelis dujų degiklis.
Medžiagos
Variniai iš geležies lakšto, žalvaris. Tinkamo skersmens vamzdžiai. Švitrinis popierius, lydmetalis, litavimas.
Čia parodytas asmeninio kompiuterio sistemos procesoriaus (procesoriaus, vaizdo plokštės) šilumokaičių komplekto gamyba. Šilumokaičių matmenis padiktavo standartinių radiatorių su pūtikliais tvirtinimo detalės - naujoje konstrukcijoje trofėjų tvirtinimai buvo naudojami maksimaliai. Purkštukų konfigūraciją lėmė patogumas jungti su žarnomis. Remiantis jungiamųjų vamzdžių skersmeniu prie cirkuliacinio siurblio, žarnų skersmuo yra 10 mm.
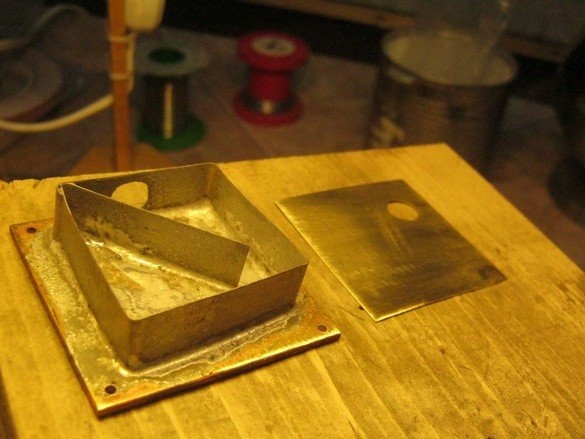
Kaip šilumokaičio - padų, esančių greta lusto, pagrindas buvo naudojama 2,5 mm storio žalvario plokštė. Po žymėjimo, naudojant pjūklą, iš jo buvo iškirpti du stačiakampiai ruošiniai. Ruošinių galai yra išlyginti failu, aštrūs kraštai yra nuobodu. Daugybė mažų apvalkalų yra apdorojami ruošinio plokštumos. Pusė, į kurią įbrėžta kuo mažiau įbrėžimų, yra priskiriama išoriškai - CHIP, geriau ją pažymėti alkoholio veltinio rašikliu.


Visas kitas šilumokaičių dalis yra gana priimtina atlikti iš daug plonesnio metalo - beveik folijos. Tvirtas tūrinis tvirtinimas litavimo būdu yra labai tvirtas ir patikimas. Čia uždedamas 0,2 mm storio žalvaris. Remiantis jungiamųjų žarnų ir vamzdžių skersmeniu, šilumokaičio aukštis buvo 10 mm Procesoriniame šilumokaityje 11–12 mm aukštis atsirado dėl naudojamo tvirtinimo elemento. Vaizdo plokštės šilumokaičio CHIP įleidimo vamzdis buvo patogiai padarytas plokščiu galu. Juostos skylė buvo pažymėta kompasu-balerina ir pjaunama su pjūkleliu Nr. 6. Likusios purkštukų skylės plokščiuose dangteliuose padarytos taip pat.


Patys vamzdžiai pagaminti iš vario chromo vamzdžio gabalų iš senos santechnikos.
Po kruopštaus išpardavimo (litavimui), žalvario juosta žemosioms šoninėms sienelėms yra sulankstyta su tam tikra sraigėle ant vamzdžio ruošinio. Tada iš jo susidaro šilumokaičio sraigė, kad jo pradžioje ir pabaigoje būtų pakankamai vietos vamzdžiams, o sienos neužsidarytų per daug sandariai ir neišsikištų už pado kraštų. Pagal apsisukimų skaičių tam tikru mastu įmanoma reguliuoti šilumos kiekį, perduodamą į aušinimo skystį (vandenį). Apskritai, mes elgiamės intuityviai - kuo didesnis plotas, kurį reikia atvėsinti, ir kuo daugiau jis šildomas, tuo daugiau posūkių reikia.

Litavimo metu vario vamzdžio su degikliu litavimui buvo naudojamas „santechnikos“ srautas. Jis skirtas alavo-vario lydmetaliui be švino, tačiau jis puikiai veikia su įprastu alavo-švino lydmetaliu, kuris yra labai patogus - pastarasis yra perpus pigesnis. Tikriausiai galite naudoti skystus neorganinius srautus, tą pačią „litavimo rūgštį“ (cinko chloridą). Kanifolija ir jos pagrindu pagaminti srautai neturėtų būti naudojami litavimui atvira liepsna - jie lengvai užsidega, net jei kaitinami iš nugaros, po sudeginimo jie palieka suodžius, todėl litavimas tampa sunkus.

Pritaikius srautą, susukta juosta turi būti tvirtai prispausta prie pagrindo. Norėdami tai padaryti, jums reikia technologinės plokštės ir poros metalinių drabužių segtukų ar svorio. Kontūro viduje tolygiai sudėkite mažus litavimo gabaliukus. Čia mes naudojome POS-60 2,5 mm storio vielos pavidalu. Jis supjaustė pjaustytuvais į 5 ... 7 mm daleles.

Mes kaitiname, kol lydmetalis išsilydo ir visiškai priveržia mūsų sraigės tvoros kontūrą. Tarp pado ir sienos. Reikėtų prisiminti, kad lydmetalis teka į aukštesnės temperatūros vietą. Jei lydmetalis neįtrauktas į tam tikrą vietą, galite padėti jį paliesdami ar glostydami „išorinio“ lydmetalio šakele. Jūs neturėtumėte labai ilgai kaitinti ruošinio - srautas sudeginamas ir nustoja veikti.Tokiu atveju reikia atvėsinti ruošinį, išardyti, išvalyti ir vėl viską pakartoti. Tačiau kruopščiai valant paviršius ir gausiai tepant, viskas veikia labai gerai.


Iš tos pačios storos žalvario folijos išpjoviau dangtį, pasižymėjau ir papuošaliniu pjūklu išpjoviau dvi skylutes purkštukams. Dangtelio forma yra stačiakampio formos, pado formos. Pasirodo estetiškiau ir patogiau iškirpti. Jei medžiaga nėra ypač brangi (stora folija), aš rekomenduoju šią formą. Beje, mano 0,2 mm folija gana sėkmingai supjaustoma didelėmis šiurkščiomis siuvėjo žirklėmis, nors specialios metalui yra tikrai patogesnės.

Pagaminę viršutinio dangčio ruošinį, atsargiai jį nuvalykite ir užtepkite. Ant dangtelio ir viršutinių košelės kraštų. Viduje mes vėl klojame litavimo gabaliukus, viską sudedame ir pasukite dangtį žemyn. Tik tuo atveju galite suplakti šilumokaičio agregato ruošinį taip, kad litavimo gabaliukai, greičiausiai prilipę prie sienų ar lubų (srautas - stora pasta), nukristų į dugną (dangtelį). Vėl pašildome degiklį, jei reikia, išorėje ištepame litavimo strypą. Leiskite atvėsti.


Šilumokaičio dangtis buvo kruopščiai nuvalytas smulkiu švitriniu popieriumi ir paruošta pora žarnų jungiamųjų detalių. Kadangi mano ruošiniai yra iš chromuotos santechnikos, litavimo kraštus geriau nuvalyti iki vario. Lydmetalis prie dangos ne blogiau, tačiau tokio ryšio stiprumas bus mažesnis - senos dangos, be to, linkusios nulupti.

Aš jį apžiūrėjau metaliniu metalo pjūklu, išvaliau, uždengiau srautu ir apvyniojau litavimo žiedą ant kiekvienos jungiamosios detalės.

Kruopščiai kaitinant maža degiklio liepsna, kad likusi dalis neištirptų, lydmetalis išsilydo, slysta žemyn tvarkingais voleliais. Geriau pašildyti armatūrą, o lydmetaliui ištirpus, šiek tiek ir dangtelį aplink jį.
Šilumokaičiui visiškai atvėsus, viską, kas yra, reikia gerai išplauti iš srauto šiltu vandeniu ir kietu šepečiu. Viduje esantis srautas turės būti išplautas - surinkę uždarą aušinimo sistemą, vandenį turėtumėte pakeisti 3–4 kartus, gerai, tarkime, kas 2 darbo dienas. Būtent tai pataria srauto gamintojas montuojant varinį vandens tiekimą.

Vaizdo plokštės lusto šilumokaitis yra mažesnis, supaprastinta vidinės kochlejos konfigūracija ir armatūros vieta. Kitas tvirtinimo būdas yra su keturiais standartiniais spyruokliniais varžtais. Apskritai, technologija yra visiškai panaši.

Išvados
Praktika parodė patikimumą, prieinamumą ir pakankamą projektavimo efektyvumą. Kartu su gamybos paprastumu technologija atrodo gana pagrįsta ir rekomenduojama pakartoti.
Reikėtų pasakyti keletą žodžių apie medžiagų pasirinkimą. Kadangi reikia gero šilumos laidumo (padų), geriau naudoti varį ar vario lydinius, be kita ko, tai supaprastins litavimo skysčių pasirinkimą. Be abejo, jis neturėtų būti įtrauktas į metalų, sudarančių galvaninę porą su variu, projektavimą.
Babay Mazay, 2019 m. Sausio mėn