


Taigi, paskutinė tetralogijos dalis apie prietaiso, skirto gaminti karbiuratoriaus dujas (benzino garus), sukūrimą, kad būtų galima juos sudeginti dideliame staliniame stiklo pūtiklyje. Leiskite man jums priminti, kad visas šis epas, kuriame vietoj įprastų dujų buvo naudojamas benzinas, buvo pradėtas keliais tikslais. Pirmiausia ir svarbiausia - benzino garų degiklio degiklio temperatūra yra šiek tiek aukštesnė nei net propano (su oro pūtimu), jau nekalbant apie gamtines dujas. Atsižvelgiant į tai, kad ruošiniai, skirti pūsti stiklus iš mažai tirpstančio stiklo, tapo egzotiškais ir tik tas stiklas, kurio degiklyje reikia apdoroti padidintą temperatūrą (deguonį), vertas uždavinys yra gauti aukštos temperatūros, tinkamos tirpstančiam stiklui, alternatyvius metodus nenaudojant deguonies balionuose (). visiškas deguonies pakeitimas pasiekiamas įpilant nedidelį detonuojančių dujų kiekį iš elektrolizatoriaus į benzino garus). Malonus momentas yra kompaktiško skysto kuro pristatymas į dirbtuves, nutolusias nuo kelių. Yra keletas nedidelių teigiamų aspektų, kurie buvo paminėti anksčiau.
Įrenginio aprašymas, jo veikimo algoritmas ir benzino gaudyklės gamyba (2 poz.) Buvo aprašyti 1 dalyje, pūstuvo (1 poz.) Gamyba 2 dalyje, kondensatoriaus (3 poz.) Gamyba ir visų trijų rezervuarų sujungimas, 3 dalyje.
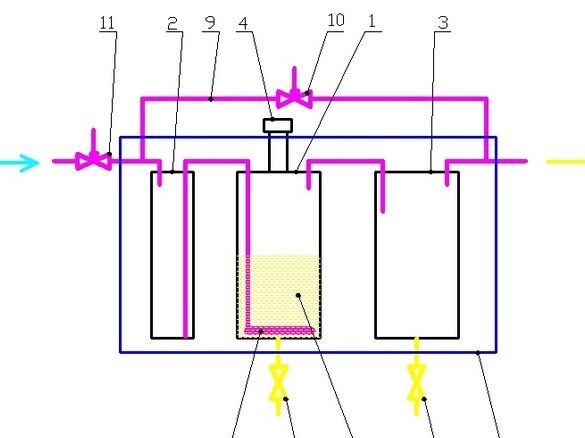
Taigi, mūsų prietaisas yra apskritai paruoštas ir susideda iš visų trijų rezervuarų 1,2,3 su atitinkamais purkštukais ir vidinėmis dalimis. Rezervuarai yra sujungti ir sumontuoti (lituojami) ant skardos stovo. Likę darbai turėtų būti atlikti tokia tvarka, kokia jie yra: pagaminant dėžę 12, aplenkiant ir įrengiant aplinkkelį 9 su perpildymo adatos vožtuvu 10, pagaminant ir sumontuojant įleidimo ir išleidimo vamzdį (viskas, kas išeina iš dėžutės, turės būti sumontuota vietoje). Šildymo kabelio montavimas ant pūstuvo, rezervuarų montavimas dėžėje ir užpildymas smėliu. Šiluminio valdiklio įrengimas.
Įrankiai, įranga.
Visos jungtys buvo padarytos litavimo būdu - jums reikia rankinio dujų degiklio. Rinkinių suoliukas. Vidutinio dydžio šlifavimo šlifavimo padėklas, skirtas šlifuoti litavimo vietas. Norint tiksliai išpjauti varinius vamzdžius, patogu naudoti galinį švytuoklinį pjūklą, arba tai padarys šlifavimo dėžė su pjūklu.Tai buvo naudinga elektrinė šlifavimo, stendo vise. Gaminant dėžę buvo naudojamas diskinis pjūklas, mažas obliavimas ir tas pats švytuoklinis pjūklas. Gręžimo mašina, atsuktuvas. Keletas spaustukų. Dažymui - teptukas, indai.
Medžiagos
Buvo naudojami vario lakštai ir žalvario apdaila, variniai vamzdžiai 15mm, 18mm skersmens. Specialios trišakiai ir movos yra varinio vandens vamzdžio dalys. Du maži adatiniai čiaupai, geležies gabalėliai iš senų santechnikos įtaisų. Alavo-vario lydmetalis Nr. 3, teka į jį. Šepetys LKM, medvilniniai skudurai. Klijai - stalių PVA.
Taigi. Jis paėmė dėžę. Paruošta mediena - rėmui, tvirti, dervingi strypai be mazgų ir trūkumų, apdailos lentų apvalkalams. Rėmo strypai buvo išdėstyti. Aš sujungiau jį „per pusę medžio“ prie staliaus PVA, patikrinau stačiakampį dideliu staliaus kvadratu, užsegiau spaustukais ant plokščio stalo. Nuotraukoje yra džiovinimo rėmas, du gabalai vienas virš kito.


Po džiovinimo pradėjo apvalkalu. Tinkamo ilgio lentos ir apdaila buvo obliuota iki 12 ... 15 mm storio, supjaustytos pagal dydį, išgręžtos skylės tvirtinimo detalėms, prisukamos varžtais. Jis padarė pjūvius išsikišusiems kanalizacijos vamzdžiams, ateityje jie bus papildomai padengti alavo plokštėmis.
Beveik paruošta dėžė, skirta rankenoms vežti. Kaip rašikliai buvo nuspręsta pritaikyti paskutinius (viršutinius) dėžutės galų lentus. Norėdami tai padaryti, jis iškirpo padidintą jų storį, kad jį būtų patogu laikyti ranka, ir norėdami gražiai pritvirtinti „rankenos“ dugną plonu pamušalu, turėjome padaryti kūginį ruošinį.



Pažymėjęs rankeną, aš pragręžiau rankoje esančios angos kraštus rašikliu grąžtu ant didelio (40 mm) skersmens medžio, skylutes sujungiau elektriniu pjūklu, didelius šlifuoklius šlifavau švitriniu popieriumi.



Sumontavę rankenas į vietą, likę šoninių sienelių ruošiniai buvo pažymėti vietoje, nupjaukite perteklių, užsukite varžtais. Paskutinis pritaikymas, atrodo, kad viskas tinka.
Paruošta dėžutė be fanatizmo yra nušlifuota, gruntuojama praskiestu laku ir dažoma keliais sluoksniais PF-115 emaliu, žole žalia, tarpinių iškilusių pluoštų šlifavimu smulkiu arba trintu švitriniu popieriumi. Kol dažai džiūsta, galite gaminti ir sumontuoti likusius geležies gabalus.


Aš paruošiau ir litavau adatų maišytuvus į aplinkinę armatūrą - jų įprastus siūlus, skirtus užveržti rinkinius, išvaliau vieliniu šepetėliu, litavau dujų degikliu su alavo-vario lydmetaliu ir specialia šiam litavimui skirtu srauto pasta. Oro žarnos jungtis - greitojo atjungimo spiralinės pneumatinės oranžinės žarnos standartas. Variniai vamzdžiai iš vandens tiekimo sistemos, kurių skersmuo 15 ir 18 mm, būtų malonu juos sujungti su standartinėmis dalimis, kurios siūlomos specialiai tam - jungtys, kampai, tačiau buvo tik keletas jų rūšių - trišakiai, movos, kištukai. Aš turėjau išeiti. Aš pats padariau 90 laipsnių kampus - vamzdžių galus supjaustiau 45 laipsnių kampu ant galinio pjūklo (naudokite bent apsauginius akinius!), O juos nuėmęs ir pritaikęs srautą, uždėjau ant raudonos plytos ir išlydžiau degikliu. Nepamirškite skalauti nuo srauto šiltu vandeniu - rūgšties srautu. Litaudami keliose vietose netoliese, mes vadovaujamės bendru principu - pirmiausia mes lituojame masyvesnes dalis, tada mažiau, taigi yra mažesnė tikimybė, kad ankstesnis litavimas suirs, net jei lituosite tuo pačiu lydmetaliu. Jei lituotų dalių skersmenys iš esmės nesutapo, jie dominavo reikiamu vario kiekiu, anksčiau gerai nulaužta viela, kurio skersmuo buvo apie 0,4 ... 0,5 mm. Prieš litavimą kiek įmanoma išardžiau maišytuvus, kad nesušiltų plastikiniai susukti ir guminiai tarpikliai. Nepamirškite dažniau pabandyti ant vamzdžių degalinėje, kad dėl neprotingumo, kaip sako rusų rasta, „nesupainioti šonų“.


Galiausiai paruoštus gaminius lituokliu lituokliu. Taip pat spragas kompensuoja vielos apvija. Aplenkiant užpildymo kaklą arba šiek tiek virš jo, čiaupas turėtų būti žvilgantis iš smėlio sluoksnio. Jo vamzdis yra šiek tiek pasviręs į vertikalią ašį, kad neužkirstų kelio prie užpildo kaklo.


Išleidimo vamzdyje yra vieta liepsnos stabdytuvui, neleidžianti liepsnai patekti į prietaisą į „galinį smūgį“. Būtina įrengti tokio tipo liepsnosienius - induose paruoštas degalų mišinys su oksiduojančiąja medžiaga ir liepsnos prasiskverbimas viduje yra rimtų padarinių. Laimei, benzino garų deginimo sparta yra santykinai maža, o vario „purvas“ vamzdyje yra garantuota priemonė užgesinti liepsną. Ji bus užpildyta tūriu išleidimo vamzdyje nuo srieginės dalies iki kampo. Kad vielos įdaras neišlįstų iš numatytos vietos, vamzdį pasukti yra išlydytas skersinis sustojimas - storos žalvario vielos gabalas. Į vamzdžio išleidimo angos galą iš vandens jungiamųjų detalių yra užklijuotas 0,5 colio sriegis - žalvarinis „klounas“ iš vonios maišytuvo komplekto. Nestandartinis kampas pagamintas panašiai kaip ankstesnieji dėl patogumo - pastačius karbiuratorių apatiniame kairiajame kampe, po stalu, išvesties žarna bus mažiau sulenkta.

Privalomas žingsnis yra sandarumo bandymas. Visiškai sukomplektuotuose induose su jungiamosiomis detalėmis yra gana paprasta - išleidimo vamzdį įkiškite standartiniu vandentiekio kamščiu, sutepkite kamščio čiaupus, išpjaukite elastinę užpildo kamščio juostą. Lieka prijungti kompresorių prie prietaiso įvesties ir, išsiurbus keletą atmosferų, vaikščioti palei siūles muiluotomis putomis. Po plovimo ir džiovinimo pažymėkite oro nuotėkio ir litavimo vietas. Panašiai patikrinkite rezultatą.
Būtent čia su mano prietaisu įvyko avarija - siurbiant maždaug keturias atmosferas, ant burbulo dangtelio buvo nuplėštas apvalkalas. Galbūt gamyklos antspauduojant dangtį buvo padarytas nedidelis defektas - įtrūkimas vietoje stipraus lenkimo. Galbūt dėl to, kad prieš štampavimą nebuvo arba nepakankamai atkaitinta. Ant jo, įtrūkimas, dangtelis atšoko. Tuo pačiu metu bakas „atsidarė“, suplėšydamas vieną iš vamzdžių kaimynui ir šiek tiek sulenkdamas pagrindą. Buvo atlikta keletas bandymų pataisyti, tačiau tiksliai ir svarbiausia - patikimai, be reikšmingo išmontavimo nebuvo įmanoma atkurti prietaiso. Įrenginys atidėtas naudoti mažiau kritiškai nei naudojant degalų indą.
Avarijos rezultatas apskritai buvo per didelis pasitikėjimas savimi ir pakako žymiai mažesnio slėgio norint patikrinti sandarumą muilo burbulais. Įprasto prietaiso eksploatavimo metu slėgis indų viduje neviršija atmosferos slėgio, o imantis žinomų priemonių apsaugoti nuo „užsidegimo“ (vario tinkleliai, „purvas“), indai gali būti gaminami iš labai plonų medžiagų.